Máy đang chạy ổn. Rồi đột nhiên — dừng. Đai bị kẹt cứng bên trong. Hàng chờ xuất, thời gian không có. Bạn không biết làm gì tiếp theo. Đây là tình huống mà hàng nghìn nhân viên kho và kỹ thuật viên đóng gói gặp phải mỗi ngày.
Máy đóng đai bị kẹt đai → là sự cố thường gặp nhất → trong vận hành thiết bị đóng gói công nghiệp. Và điều tốt lành nhất: 80% trường hợp kẹt đai không phải do máy hỏng — mà do bảo trì kém hoặc sai quy cách đai. Nghĩa là bạn hoàn toàn có thể xử lý được.
Bài viết này dẫn bạn qua hai lớp: (1) xử lý kẹt đai ngay lập tức — nhanh, đúng kỹ thuật, không làm hỏng thêm máy; (2) ngăn kẹt đai tái diễn — lịch bảo trì và những thứ cần thay đổi. Đọc phần nào phù hợp với tình huống của bạn ngay bây giờ.
I. Máy đóng đai bị kẹt đai ở đâu? Xác định vị trí kẹt trong 60 giây
Trước khi làm bất cứ điều gì, bạn cần biết đai đang kẹt ở chỗ nào trong máy. Không biết vị trí → can thiệp sai chỗ → mất thời gian hoặc làm hỏng thêm. Bốn vị trí kẹt phổ biến nhất và triệu chứng nhận biết:
Vị trí 1: Kẹt tại đầu vào cuộn đai
Triệu chứng: máy phát tiếng kêu lạch cạch ngay khi khởi động chu kỳ, đai không đưa vào được rãnh ngay từ đầu. Nhìn vào cuộn đai → thấy đầu đai bị cong hoặc cuộn lệch khỏi trục giữ. Đây là vị trí dễ xử lý nhất.
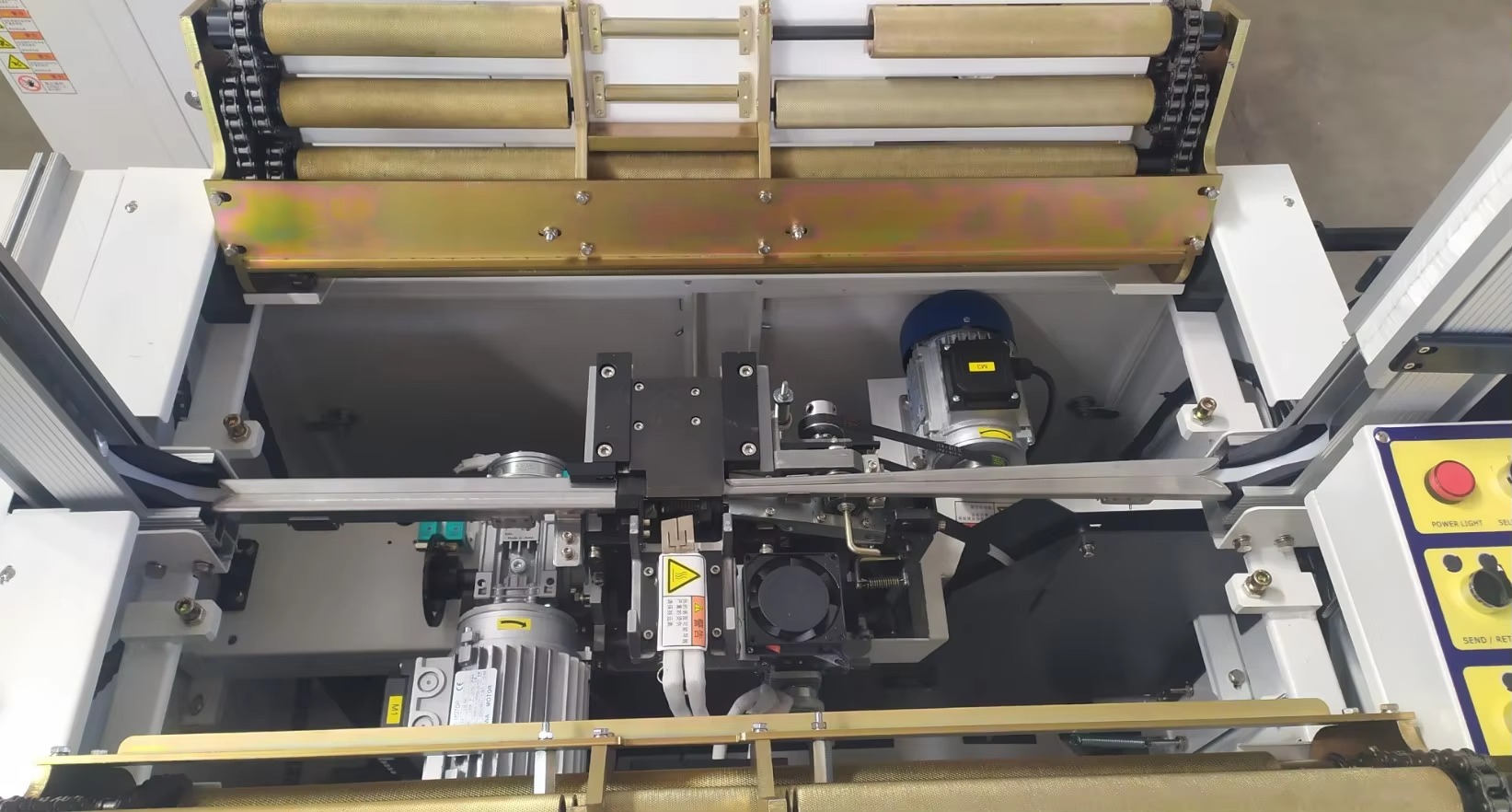
Vị trí 2: Kẹt trong rãnh dẫn đai — điểm kẹt phổ biến nhất
Triệu chứng: máy khởi động, nghe tiếng motor chạy nhưng đai không di chuyển. Sờ vào thân máy cảm nhận được rung động của motor đang cố kéo. Đây là vị trí kẹt chiếm 60–70% tổng số sự cố kẹt đai trong thực tế vận hành.

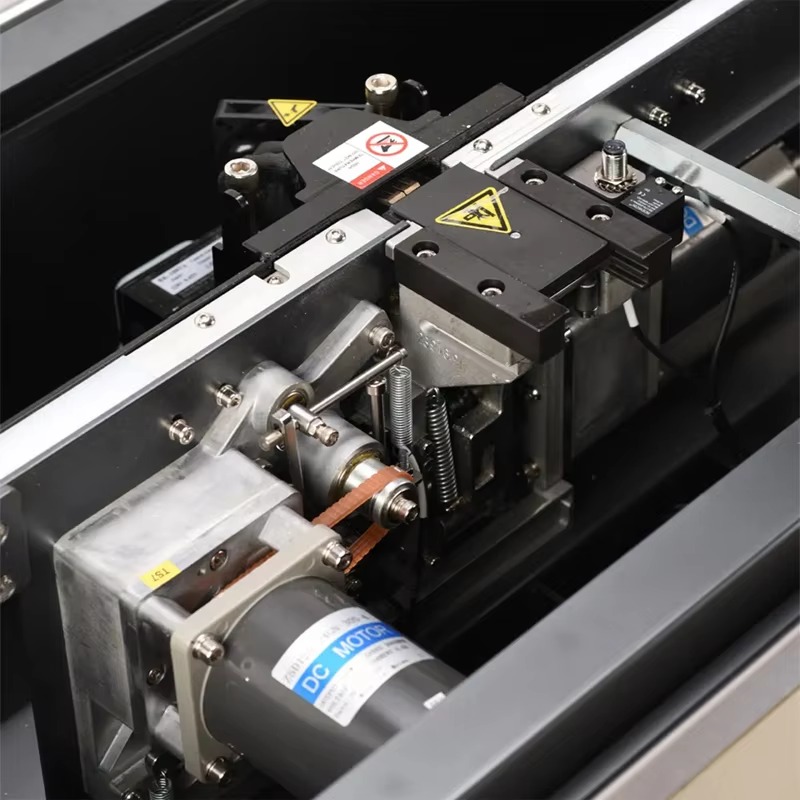
Vị trí 3: Kẹt tại cơ cấu bánh răng kéo và cơ cấu siết
Triệu chứng: đai vào được một phần rồi dừng lại, thường kèm tiếng nghiến hoặc tiếng bụp từ phía cơ cấu siết. Nhìn qua khe hở thấy đai bị nén lại thành cục.
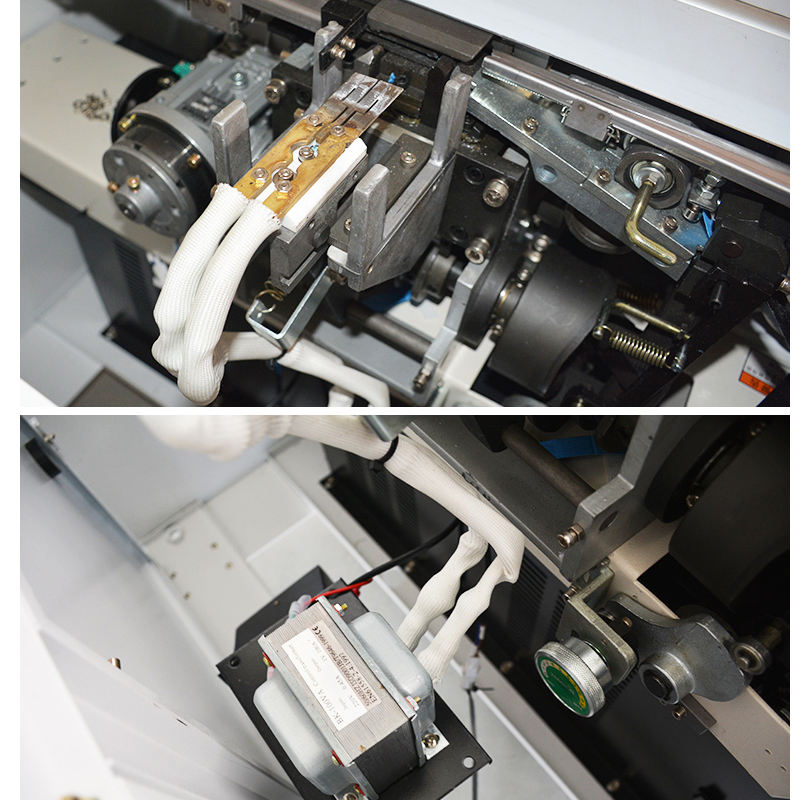
Vị trí 4: Kẹt tại hàm hàn nhiệt hoặc đầu ra sau hàn
Triệu chứng: đai đã hoàn thành vòng nhưng không bung ra sau khi hàn, kèm mùi nhựa cháy nhẹ. Đây là vị trí nguy hiểm nhất — có thể liên quan đến hàm hàn đang nóng. Tắt máy ngay, chờ nguội.
🔗 Để hiểu rõ hơn tại sao hàm hàn gây kẹt đai, xem Hệ thống hàn nhiệt trong máy đóng đai: PP vs PET vs thép
II. Trước khi xử lý: 3 bước an toàn bắt buộc không được bỏ qua
Biết là bạn đang vội. Nhưng ba điều này phải làm trước — không có ngoại lệ.
- Tắt máy và ngắt hoàn toàn nguồn điện — không chỉ nhấn nút dừng, phải rút phích cắm hoặc tắt aptomat. Với máy pin, tháo pin ra
- Chờ 3–5 phút nếu máy đang ở giữa chu kỳ hàn — hàm hàn nhiệt của máy PP đang ở 170°C, máy PET ở 260°C. Chạm vào khi chưa nguội → bỏng tay thật sự
- Không kéo đai bằng tay khi máy còn điện — motor kéo có thể hoạt động đột ngột, kéo ngón tay vào cùng với đai
Ba bước này mất 5 phút. Bỏ qua chúng có thể mất nhiều hơn thế rất nhiều.

III. Hướng dẫn tháo đai bị kẹt từng bước: quy trình chuẩn cho mọi loại máy đóng đai
Quy trình này áp dụng được cho tất cả: máy đóng đai nhựa cầm tay, máy đóng đai bán tự động, máy đóng đai tự động. Làm đúng theo thứ tự — đừng bỏ bước.
Bước 1: Tắt máy và chuẩn bị dụng cụ cần thiết
Sau khi tắt máy và chờ nguội (như phần an toàn trên), chuẩn bị:
- Kẹp mũi nhọn (needle-nose pliers) — để nắm đầu đai trong khe hẹp
- Tua vít dẹp nhỏ — để nạy nhẹ đai bị nén chặt
- Kéo hoặc dao nhỏ — để cắt đai nếu cần
- Vải khô sạch — để lau rãnh sau khi tháo đai
Không cần dụng cụ chuyên dụng đắt tiền. Bộ đồ trên đủ xử lý 95% trường hợp kẹt đai thông thường.
Bước 2: Mở nắp bảo trì và xác định điểm kẹt chính xác
Hầu hết máy đóng đai có nắp bảo trì (access panel) mở được dễ dàng — thường là cần gạt hoặc ốc vít ở bên hông máy. Mở nắp → nhìn trực tiếp vào rãnh dẫn đai → xác định chính xác đai đang mắc ở đâu.
Đừng cố tháo đai "mù" mà không nhìn thấy điểm kẹt. Đó là cách nhanh nhất để làm biến dạng rãnh và tốn thêm tiền sửa chữa.
Bước 3: Cắt hoặc kéo đai bị kẹt ra — kỹ thuật đúng để không làm hỏng rãnh
Đây là bước hay bị làm sai nhất. Người ta thường nắm đai kéo mạnh theo hướng ngang — sai hoàn toàn. Kéo ngang làm cong thành rãnh dẫn, tạo điểm gãy mới → lần kẹt tiếp theo đến nhanh hơn.
Kỹ thuật đúng:
- Dùng kẹp mũi nhọn nắm chắc đầu đai
- Kéo theo hướng dẫn đai đi — theo chiều thuận của rãnh, không kéo ngang
- Nếu đai bị nén cứng thành cục: dùng tua vít dẹp nạy nhẹ một đầu để tạo khoảng trống, sau đó mới kéo ra
- Nếu đai quá cứng không kéo ra được: cắt đai tại điểm kẹt, lấy từng mảnh ra — tốt hơn là kéo bạo làm hỏng rãnh
Bước 4: Vệ sinh điểm kẹt trước khi nạp đai mới và chạy lại
Kéo đai ra xong chưa phải là hết. Điểm vừa kẹt đang có cặn nhựa — không vệ sinh sạch là kẹt lại ngay lần tiếp theo. Dùng vải khô lau sạch điểm kẹt, thổi khí nén nếu có. Nhìn kỹ — không còn mảnh đai nhỏ nào kẹt sót lại không?
Bước 5: Nạp đai mới đúng cách và kiểm tra chạy thử
Nạp đai mới theo đúng hướng dẫn của máy — đầu đai phải thẳng, không gấp góc. Sau khi nạp xong: chạy thử 5 chu kỳ không hàng (không đặt thùng carton vào). Đai chạy qua rãnh mượt mà, không có tiếng động lạ → mới bắt đầu đóng hàng thật.
Bỏ qua bước chạy thử vì áp lực thời gian → rủi ro kẹt đai lần hai trong lúc đang đóng hàng quan trọng.

IV. Xử lý kẹt đai theo từng loại máy đóng đai: cầm tay, bán tự động và tự động
Quy trình chung ở trên là nền tảng. Nhưng mỗi loại máy có điểm kẹt đặc thù riêng. Xác định loại máy bạn đang dùng và đọc phần tương ứng.
Máy đóng đai cầm tay và máy đóng đai nhựa dùng pin: điểm kẹt và cách tháo nhanh
Máy cầm tay có cấu trúc đơn giản nhất — thường xử lý được trong 5 phút hoặc ít hơn. Điểm kẹt phổ biến nhất: đầu vào cuộn đai và rãnh dẫn ngắn.
Lưu ý đặc thù với máy đóng đai nhựa dùng pin: trước khi can thiệp phần cơ học, kiểm tra mức pin trước. Pin yếu dưới 30% → motor kéo không đủ lực → đai không qua được điểm cản nhỏ trong rãnh → kẹt giả. Giải pháp: sạc pin đầy, thử lại. Tiết kiệm được 15 phút tháo máy không cần thiết.

Với máy đóng đai nhựa cầm tay cơ (loại dùng tay quay): không có motor → không có vấn đề pin → kẹt đai hoàn toàn do cơ học. Mở nắp bên hông, tháo đai ra theo quy trình 5 bước ở trên.
Máy đóng đai bán tự động: quy trình mở nắp, tháo đai kẹt và reset máy
Máy bán tự động phức tạp hơn — có màn hình hiển thị và có thể xuất mã lỗi kẹt đai. Đọc mã lỗi trước khi làm bất cứ điều gì.
Mã lỗi phổ biến liên quan kẹt đai:
- E01 / ERR-1: kẹt tại rãnh dẫn chính
- E03 / ERR-3: kẹt tại cơ cấu siết
- E05 / ERR-5: cảm biến không phát hiện đai (có thể do đai hết hoặc kẹt đầu vào)
Sau khi tháo đai kẹt và vệ sinh xong: reset máy theo đúng trình tự — tháo đai kẹt → vệ sinh → đóng nắp → bật máy → nhấn nút reset (thường giữ 3–5 giây). Không reset trước khi tháo đai kẹt → motor lại cố kéo → đai kẹt chặt hơn.
Máy đóng đai tự động tích hợp dây chuyền: xử lý kẹt không dừng cả dây chuyền
Đây là loại máy phức tạp nhất nhưng cũng có một lợi thế: cảm biến kẹt đai (jam sensor) tự dừng máy đóng đai mà không dừng toàn bộ dây chuyền. Bạn có thể xử lý cục bộ trong khi phần còn lại của dây chuyền vẫn chạy.
Quy trình bypass cục bộ: kích hoạt chế độ maintenance trên HMI → máy đóng đai tạm dừng riêng → xử lý kẹt → reset → trả máy về chế độ auto. Tham khảo tài liệu kỹ thuật của từng hãng máy để biết trình tự cụ thể — không có quy trình chung cho tất cả dòng máy tự động.
V. 5 tình huống kẹt đai đặc biệt và cách xử lý riêng từng trường hợp
Quy trình chung không phải lúc nào cũng đủ. Năm tình huống dưới đây cần cách tiếp cận riêng.
TH1: Đai bị xoắn thành khối cứng trong rãnh — không kéo ra được bằng tay
Đừng cố kéo. Đai đã biến thành khối cứng trong rãnh hẹp → kéo thẳng sẽ làm biến dạng thành rãnh. Giải pháp: dùng tua vít dẹp mỏng đưa vào theo chiều dọc rãnh, nhẹ nhàng tách từng lớp đai ra. Nếu rãnh có thể tháo rời → tháo toàn bộ rãnh ra ngoài, lấy đai ra, lắp lại. Mất thêm 10 phút nhưng không làm hỏng rãnh.
TH2: Đai kẹt kèm tiếng kêu lạ hoặc mùi khét — dừng máy ngay, không tiếp tục
Hai tín hiệu cảnh báo nguy hiểm. Tiếng kêu lạ (nghiến, cọ sát) = linh kiện cơ học đang bị kẹt cứng — tiếp tục chạy sẽ gãy bánh răng. Mùi khét nhựa = đai đang tiếp xúc trực tiếp với hàm hàn nóng và đang cháy. Cả hai: dừng máy ngay, không cố tháo khi còn điện. Chờ nguội hoàn toàn, kiểm tra linh kiện trước khi bất kỳ hành động nào tiếp theo.
TH3: Đai PP kẹt đột biến vào mùa đông — xử lý và điều chỉnh máy
Bạn không thay gì, không làm gì khác — nhưng đột nhiên máy kẹt đai nhiều hơn hẳn từ tháng 11? Đây là hiện tượng vật lý bình thường: đai PP cứng hơn khi nhiệt độ dưới 18–20°C → ma sát trong rãnh tăng → lực kéo không đủ.
Giải pháp ngắn hạn: tăng nhiệt độ hàn máy lên 8–10°C (đai ấm hơn → mềm hơn → chạy mượt hơn). Giải pháp dài hạn: xem xét dùng đai PP có độ mềm cao hơn (MFI cao hơn) cho mùa lạnh, hoặc đặt cuộn đai trong khu vực ấm hơn trước khi nạp vào máy.
TH4: Kẹt đai ngay sau khi thay cuộn đai mới — kiểm tra quy cách đai
Kẹt đai ngay sau khi thay cuộn mới → đầu tiên kiểm tra quy cách đai, không kiểm tra máy. Hai trường hợp phổ biến: (1) đai chiều rộng sai (ví dụ lắp đai 19mm vào máy thiết kế cho 15mm — không vào được rãnh); (2) lô đai tái chế có bề mặt thô và không đều — ma sát quá cao. Kiểm tra bằng thước kẹp đo chiều rộng và độ dày đai thực tế so với thông số máy.
TH5: Kẹt đai liên tục cùng vị trí dù đã vệ sinh sạch — dấu hiệu linh kiện cần thay
Vệ sinh sạch, nạp đai đúng quy cách, nhưng cùng một điểm vẫn kẹt? Đây là dấu hiệu linh kiện tại điểm đó đã mòn hoặc biến dạng. Không phải vấn đề vệ sinh nữa — cần thay:
- Bánh răng kéo đai: mòn → răng không ăn vào đai đủ sâu → lực kéo yếu
- Thanh dẫn đai tại điểm cong: bị lệch → tạo điểm chặn cố định
- Con lăn dẫn hướng: mòn hoặc bị kẹt ổ bi → không quay được → cản đai
VI. 5 nguyên nhân phổ biến nhất khiến máy đóng đai bị kẹt đai và cách xác định đúng nguyên nhân
Xử lý kẹt xong rồi — nhưng tại sao nó xảy ra? Biết nguyên nhân mới ngăn được lần tiếp theo. Insight quan trọng: 80% kẹt đai do bảo trì kém hoặc sai quy cách đai — không phải lỗi máy.
Nguyên nhân 1: Cặn nhựa tích tụ trong rãnh dẫn đai — thủ phạm số một
Cặn nhựa → tích tụ từng chu kỳ → thu hẹp khe rãnh → đai tiếp xúc thành rãnh → ma sát tăng → kẹt. Đây là quá trình không thể tránh — nhưng hoàn toàn kiểm soát được bằng vệ sinh định kỳ. Nhận biết: khe rãnh nhìn bằng mắt thấy lớp bóng như nhựa cháy bám vào thành.
Nguyên nhân 2: Đai nhựa sai quy cách — chiều rộng, độ dày không đúng máy
Đai sai quy cách → không khớp dung sai rãnh → kẹt ngay từ đầu hoặc sau vài chu kỳ. Đai tái chế kém có bề mặt không đồng đều → ma sát cao hơn đai nguyên sinh cùng kích thước. Kiểm tra bằng thước kẹp — sai lệch 0,5mm chiều rộng đã có thể gây kẹt.
Bảng tra quy cách đai theo máy phổ biến:
|
Dòng máy
|
Chiều rộng đai chuẩn
|
Độ dày chuẩn
|
Lưu ý
|
|
Máy cầm tay nhỏ
|
9 – 12 mm
|
0,4 – 0,6 mm
|
Thường bị kẹt khi dùng đai 15mm
|
|
Máy bán tự động phổ thông
|
12 – 15 mm
|
0,5 – 0,8 mm
|
Kiểm tra quy cách nhà SX
|
|
Máy bán tự động công nghiệp
|
15 – 19 mm
|
0,6 – 1,0 mm
|
PET cần máy thiết kế riêng
|
|
Máy tự động dây chuyền
|
19 – 25 mm
|
0,8 – 1,2 mm
|
Không tự ý thay loại đai
|
Nguyên nhân 3: Cuộn đai bị lệch trục hoặc lắp sai — đai vào rãnh không thẳng
Cuộn đai lệch trục → đai ra khỏi cuộn theo góc nghiêng → không vào thẳng đầu rãnh → kẹt ngay điểm đầu vào. Nhận biết: quan sát đường đi của đai từ cuộn vào rãnh — thẳng hay bị kéo lệch? Xử lý: điều chỉnh lại vị trí trục giữ cuộn đai theo hướng dẫn của nhà sản xuất.
Nguyên nhân 4: Bánh răng kéo đai bị mòn — lực kéo không đủ vượt điểm cản
Bánh răng mòn → răng không ăn sâu vào đai → lực kéo giảm → đai không qua được điểm cong của rãnh. Dấu hiệu nhận biết: đặt ngón tay cảm nhận độ sắc của răng bánh kéo — mòn thì răng tròn hơn, trơn hơn. Kiểm tra mỗi 3 tháng, thay khi thấy mòn rõ rệt.
Nguyên nhân 5: Dị vật trong rãnh dẫn hoặc đai bị biến dạng nhiệt
Dị vật (vụn bìa carton, dây buộc nhỏ, mảnh nhãn) rơi vào rãnh → chặn đường đai. Xảy ra đột ngột không báo trước. Đai biến dạng nhiệt: đai PP bảo quản gần nguồn nhiệt → biến dạng cong vênh → không vào rãnh thẳng. Giải pháp: bảo quản cuộn đai xa nguồn nhiệt và che bụi.
Bảng chẩn đoán: Triệu chứng → Nguyên nhân → Cách xác nhận
|
Triệu chứng
|
Nguyên nhân khả năng cao
|
Cách xác nhận
|
|
Kẹt liên tục, tăng dần theo thời gian
|
Cặn nhựa tích tụ
|
Nhìn vào rãnh thấy cặn bóng bám thành
|
|
Kẹt ngay khi thay cuộn đai mới
|
Sai quy cách đai
|
Đo chiều rộng và độ dày bằng thước kẹp
|
|
Kẹt cùng vị trí dù vệ sinh sạch
|
Bánh răng mòn hoặc rãnh lệch
|
Kiểm tra răng bánh kéo bằng tay
|
|
Kẹt đột ngột, trước đó bình thường
|
Dị vật trong rãnh
|
Mở nắp, soi đèn vào rãnh tìm dị vật
|
|
Kẹt nhiều hơn vào mùa lạnh
|
Đai PP cứng vì nhiệt độ thấp
|
Đo nhiệt độ kho, thử tăng nhiệt máy
|
|
Kẹt ngay từ đầu cuộn
|
Cuộn đai lệch trục
|
Quan sát góc đai ra khỏi cuộn
|
VII. Vệ sinh và bảo trì máy đóng đai để phòng ngừa kẹt đai: lịch và quy trình chuẩn
Sửa kẹt đai tốn 15 phút. Phòng ngừa kẹt đai tốn 5 phút mỗi tuần. Toán học đơn giản — nhưng ít ai chịu làm.
Vệ sinh rãnh dẫn đai hàng tuần: quy trình từng bước và dụng cụ
Quy trình 4 bước vệ sinh rãnh đai hàng tuần:
- Tắt máy, ngắt nguồn điện — dù chỉ vệ sinh cũng phải làm bước này
- Thổi khí nén vào rãnh dẫn (áp suất 3–5 bar, đầu thổi nhỏ) — thổi theo chiều dẫn đai, không thổi ngược. Cặn nhựa và bụi bị thổi ra đầu kia
- Lau vải khô không xơ theo chiều dẫn đai — lau đi lại 2–3 lần đến khi vải ra sạch
- Chạy không tải 3 chu kỳ để xác nhận rãnh sạch và đai chạy mượt
Tổng thời gian: 5–8 phút. Làm hàng tuần → giảm 70–80% tần suất kẹt đai.

Kiểm tra và thay bánh răng kéo đai: dấu hiệu mòn và tần suất
Kiểm tra bánh răng kéo đai mỗi 3 tháng bằng cách tắt máy, mở nắp và sờ trực tiếp vào răng bánh kéo. Răng còn tốt → cảm giác sắc, bén cạnh. Răng mòn → tròn, trơn, không ăn vào đai được.
Không chờ đến lúc bánh răng mòn hoàn toàn. Thay bánh răng khi mòn khoảng 30–40% — trước khi nó gây kẹt đai liên tục và làm hỏng đai. Chi phí một bánh răng thay thế: 50.000–200.000 đồng. Chi phí dừng máy 30 phút vì kẹt đai: gấp nhiều lần hơn.
Kiểm tra cuộn đai và cách lắp đúng kỹ thuật để tránh lệch trục
Trước mỗi cuộn đai mới: kiểm tra cuộn không bị xẹp hoặc bị biến dạng do bảo quản sai. Khi lắp cuộn: trục giữ cuộn phải nằm đúng tâm, đai ra khỏi cuộn theo đường thẳng vào rãnh dẫn. Sau khi lắp: kéo thử đầu đai bằng tay — cảm giác mượt, không vướng → lắp đúng.
Bảng lịch bảo trì máy đóng đai: hàng ngày, hàng tuần và hàng tháng
|
Tần suất
|
Hành động bảo trì
|
Thời gian
|
|
Hàng ngày
|
Kiểm tra cuộn đai còn đủ, không bị xẹp; quan sát máy chạy có tiếng lạ không
|
2 phút
|
|
Hàng tuần
|
Vệ sinh rãnh dẫn đai bằng khí nén + vải; kiểm tra tấm teflon
|
8 phút
|
|
Hàng tuần
|
Kiểm tra mối hàn mẫu bằng kéo tay; điều chỉnh nhiệt độ nếu cần
|
5 phút
|
|
Hàng tháng
|
Kiểm tra độ mòn bánh răng kéo; kiểm tra tất cả điểm cong rãnh đai
|
20 phút
|
|
3 tháng
|
Bôi trơn cơ cấu cơ học theo hướng dẫn nhà sản xuất
|
30 phút
|
|
6 tháng
|
Thay tấm teflon; kiểm tra thanh gia nhiệt; thay bánh răng nếu mòn
|
60 phút
|
VIII. Chọn đai nhựa đúng quy cách để hạn chế kẹt đai tối đa
Bảo trì tốt mà dùng đai sai → vẫn kẹt. Chọn đai đúng quan trọng không kém bảo trì máy.
Kiểm tra chiều rộng và độ dày đai phù hợp với máy trước khi mua
Đây là nguyên tắc không thể bỏ qua: đo bằng thước kẹp, không tin vào ghi chú trên bao bì. Đai tái chế kém đôi khi có chiều rộng thực nhỏ hơn công bố 0,5–1mm — đủ để gây ma sát tăng trong rãnh cong. Đặt mẫu đai vào rãnh máy khi máy tắt — kéo tay thấy mượt → đúng quy cách.
Tại sao đai PP tái chế kém gây kẹt đai nhiều hơn đai nguyên sinh
Đai PP tái chế có bề mặt không đều — khi nhìn gần thấy vân lồi lõm nhỏ theo chiều dọc đai. Bề mặt không đều → điện tích ma sát cao hơn đai nguyên sinh cùng chiều rộng → kẹt tại rãnh cong nhiều hơn 3–5 lần.
Giải pháp thực tế: với kho đóng nhiều hàng và máy chạy liên tục → dùng đai nguyên sinh cho những máy chạy quan trọng, đai tái chế chất lượng cao chỉ dùng cho máy phụ hoặc hàng phổ thông. Chi phí đai nguyên sinh cao hơn 20–30% nhưng thời gian dừng máy do kẹt đai giảm đáng kể.
IX. Khi nào không nên tự sửa — 5 dấu hiệu cần gọi kỹ thuật viên chuyên nghiệp
Bài này hướng dẫn bạn tự sửa kẹt đai trong hầu hết trường hợp. Nhưng có 5 tình huống phải dừng lại và gọi thợ.
- Tiếng kêu bất thường từ motor khi đang cố kéo đai kẹt — motor cố quá tải có thể cháy cuộn dây
- Mùi khét điện — dây điện hoặc linh kiện điện tử đang bị sự cố riêng, không liên quan đai kẹt
- Kẹt đai kèm hỏng linh kiện nhìn thấy — rãnh bị cong, bánh răng gãy, cần gạt vỡ
- Mã lỗi hiển thị không tắt được sau khi reset — lỗi cảm biến hoặc bo mạch điều khiển
- Kẹt đai lặp lại sau khi đã thay bánh răng và vệ sinh sạch — vấn đề cơ học sâu hơn cần chẩn đoán chuyên nghiệp

Chi phí tự sửa so với gọi kỹ thuật viên
Phân tích thực tế: tự sửa kẹt đai thông thường → không tốn gì ngoài 15–30 phút. Tự sửa sai trong tình huống 3–5 ở trên → hỏng thêm linh kiện, có thể tốn thêm 500.000 – 3.000.000 đồng linh kiện và công thợ. Biết dừng đúng lúc là kỹ năng quan trọng không kém biết cách sửa.
X. Câu hỏi thường gặp về sửa lỗi máy đóng đai bị kẹt đai
Máy đóng đai bị kẹt đai liên tục — có phải máy hỏng không?
Không — trong 80% trường hợp, kẹt đai liên tục là dấu hiệu bảo trì kém hoặc dùng sai quy cách đai, không phải máy hỏng. Kiểm tra theo thứ tự: (1) vệ sinh rãnh đai, (2) kiểm tra quy cách đai, (3) kiểm tra cuộn đai lắp đúng chưa. Ba bước này giải quyết được 80% trường hợp.
Tháo đai kẹt mà không có dụng cụ chuyên dụng — có được không?
Có, trong trường hợp kẹt nhẹ. Dùng bút bi hoặc que nhỏ thay kẹp mũi nhọn để nắm đầu đai, dùng thẻ cứng thay tua vít để nạy nhẹ. Tuy nhiên không kéo đai bằng tay trần — tay trơn, đai cứng, dễ trượt và bị thương. Cẩn thận hơn, chậm hơn nhưng vẫn làm được.
Kẹt đai mùa đông nhiều hơn mùa hè — lý do là gì?
Đai PP cứng hơn khi nhiệt độ xuống dưới 18–20°C — cấu trúc phân tử PP ở nhiệt độ thấp giảm tính linh hoạt, đai cứng hơn, ma sát trong rãnh cong tăng → kẹt dễ hơn. Giải pháp: tăng nhiệt độ hàn máy 8–10°C vào mùa lạnh, bảo quản cuộn đai ở khu vực ấm hơn trước khi nạp vào máy.
Máy đóng đai tự động bị kẹt đai — có cần dừng cả dây chuyền không?
Không — nếu máy đóng đai có jam sensor. Cảm biến phát hiện kẹt → dừng riêng máy đóng đai → dây chuyền vẫn chạy. Vào chế độ maintenance cục bộ, xử lý kẹt, reset và đưa máy về auto. Thời gian dừng cục bộ: 10–15 phút thay vì dừng cả dây chuyền.
Vệ sinh máy đóng đai bao lâu một lần để không bị kẹt đai?
Rãnh dẫn đai: vệ sinh hàng tuần (thổi khí nén + lau vải). Bánh răng kéo: kiểm tra mỗi 3 tháng. Tấm teflon hàm hàn: kiểm tra hàng tuần, thay mỗi 6 tháng. Kho đóng gói nhiều ca liên tục → tăng tần suất vệ sinh rãnh lên 2–3 lần/tuần.
Sau khi xử lý kẹt đai, có cần kiểm tra lại chất lượng mối hàn không?
Có — luôn luôn. Kẹt đai có thể làm thay đổi vị trí đai trong hàm hàn → mối hàn lệch hoặc yếu hơn bình thường. Sau mỗi lần xử lý kẹt: chạy 5 chu kỳ thử, kiểm tra mối hàn mẫu bằng cách kéo tay — mối hàn tốt phải chịu được lực kéo mạnh mà không bong.
Máy đóng đai bị kẹt đai → không phải bất khả thi → chỉ cần đúng quy trình và đủ kiên nhẫn.
Ba điểm mang đi nhớ mãi: (1) Xác định đúng vị trí kẹt trước khi làm bất cứ điều gì — 4 vị trí, 4 triệu chứng khác nhau; (2) Tháo đai theo hướng dẫn đai đi, không kéo ngang — bước hay bị bỏ qua và hay gây hỏng thêm nhất; (3) Vệ sinh rãnh dẫn đai hàng tuần — 5 phút mỗi tuần đổi lại 70–80% ít sự cố hơn.
Và nếu gặp kẹt đai kèm tiếng kêu lạ, mùi khét điện hoặc linh kiện hỏng nhìn thấy — dừng lại, gọi thợ. Biết khi nào dừng cũng là kỹ năng.
Tìm hiểu thêm:
Bài viết được biên soạn bởi đội ngũ kỹ thuật thiết bị đóng gói với kinh nghiệm thực địa. Quy trình trong bài áp dụng cho hầu hết dòng máy đóng đai phổ biến — với máy đặc thù, tham khảo thêm tài liệu kỹ thuật của nhà sản xuất.
.webp) >>>Bấm vào ảnh để xem chi tiết các dòng máy đóng đai đang được bán tại VITEKO<<<
>>>Bấm vào ảnh để xem chi tiết các dòng máy đóng đai đang được bán tại VITEKO<<<