Hệ thống hàn nhiệt trong máy đóng đai → không phải một công nghệ duy nhất → mà là ba hệ thống hoàn toàn khác nhau cho ba loại đai. Hiểu sai điều này dẫn đến mối hàn yếu, hàng hóa hư hỏng trong vận chuyển, và tốn tiền thay linh kiện không đúng nguyên nhân. Bài viết này đi thẳng vào kỹ thuật — cơ chế hoạt động, thông số chuẩn, cách bảo trì và khắc phục sự cố — cho cả ba hệ thống: hàn nhiệt đai PP, hàn nhiệt/siêu âm đai PET, và kẹp cơ học đai thép.
Hệ thống hàn nhiệt trong máy đóng dây đai → không phải một công nghệ duy nhất → mà là ba hệ thống hoàn toàn khác nhau cho ba loại đai. Hiểu sai điều này dẫn đến mối hàn yếu, hàng hóa hư hỏng trong vận chuyển, và tốn tiền thay linh kiện không đúng nguyên nhân. Bài viết này đi thẳng vào kỹ thuật — cơ chế hoạt động, thông số chuẩn, cách bảo trì và khắc phục sự cố — cho cả ba hệ thống: hàn nhiệt đai PP, hàn nhiệt/siêu âm đai PET, và kẹp cơ học đai thép.
I. Hàn nhiệt đai nhựa là gì? Nguyên lý cơ bản và 3 yếu tố quyết định chất lượng mối hàn
Trước khi đi vào so sánh kỹ thuật từng loại, cần nắm vững một nền tảng chung. Hàn nhiệt đai nhựa hoạt động theo nguyên lý nào — và tại sao ba yếu tố sau đây quyết định toàn bộ chất lượng mối hàn?
Cơ chế thermoplastic fusion: tại sao nhiệt độ tạo ra liên kết phân tử bền chắc
Đai nhựa PP và PET → đều là nhựa nhiệt dẻo (thermoplastic) → nghĩa là khi gia nhiệt đủ, chúng chảy mềm → và khi nguội, đông đặc lại thành hình dạng mới. Hàn nhiệt khai thác đặc tính này.
Hình dung đơn giản thế này: lấy hai mảnh sáp nến ép chặt vào nhau khi đang nóng chảy — khi nguội, chúng dính thành một khối. Hàn nhiệt đai nhựa → hoạt động theo cùng nguyên lý → nhưng ở mức phân tử. Hai đầu đai được gia nhiệt đến mức các chuỗi polymer chảy mềm, trộn vào nhau ở vùng tiếp xúc, rồi đông đặc lại thành một khối thống nhất. Kết quả: mối hàn bền đến mức điểm đứt khi kéo thường là thân đai — không phải mối hàn.
🔗 Để hiểu rõ hơn về bản chất vật liệu PP và PET, xem Đai PP và đai PET: phân biệt, ứng dụng và cách chọn

Ba yếu tố quyết định chất lượng mối hàn nhiệt đai nhựa
Ba yếu tố này — thiếu một là hỏng:
- Nhiệt độ hàn: phải đủ cao để polymer chảy mềm, nhưng không được quá cao gây phân hủy nhiệt. Vùng nhiệt độ tối ưu của PP và PET khác nhau đến 95°C — đây là lý do cốt lõi không thể dùng chung máy
- Áp lực ép (clamping pressure): thanh gia nhiệt phải ép đủ lực vào hai lớp đai để tăng diện tích tiếp xúc nhiệt và đẩy polymer lỏng trộn vào nhau. Áp lực quá nhẹ → mối hàn mỏng, dễ tách lớp
- Thời gian dwell (dừng ép): là thời gian thanh nhiệt giữ tiếp xúc với đai sau khi đạt nhiệt độ. Quá ngắn → nhựa chưa chảy đủ → mối hàn bong. Quá dài → polymer phân hủy → mối hàn giòn và vàng
Ba yếu tố → hoạt động đồng thời → không thể bù trừ cho nhau. Tăng nhiệt độ không bù được cho áp lực kém. Kéo dài dwell không bù được cho nhiệt độ không đủ.
Tại sao nhiệt độ nóng chảy của PP và PET khác nhau đến 90°C
Polypropylene (PP) → có điểm nóng chảy (Tm) khoảng 160–165°C. Cấu trúc phân tử PP đơn giản hơn → liên kết giữa các chuỗi yếu hơn → chảy mềm ở nhiệt độ thấp hơn.
Polyethylene Terephthalate (PET) → có Tm khoảng 255–260°C. Vòng benzene trong cấu trúc phân tử PET tạo ra các liên kết cứng hơn, bền hơn → cần nhiều năng lượng hơn để phá vỡ → nhiệt độ nóng chảy cao hơn đến 95°C.
Hệ quả trực tiếp: máy đóng đai PP được thiết kế để đạt 160–175°C — không thể và không nên đẩy lên 230–260°C để hàn PET. Thanh gia nhiệt sẽ bị hỏng, mạch điều khiển quá tải, và dù có đạt nhiệt thì cơ cấu ép cũng không được thiết kế cho PET cứng hơn PP. Đây không phải lựa chọn — đây là giới hạn vật lý.
II. Hệ thống hàn nhiệt trong máy đóng đai PP: cấu tạo, thông số và vận hành đúng
Đai PP là loại đai phổ biến nhất. Máy đóng đai PP cũng là loại máy được dùng nhiều nhất. Nhưng bao nhiêu người thực sự hiểu cơ cấu hàn bên trong hoạt động thế nào?
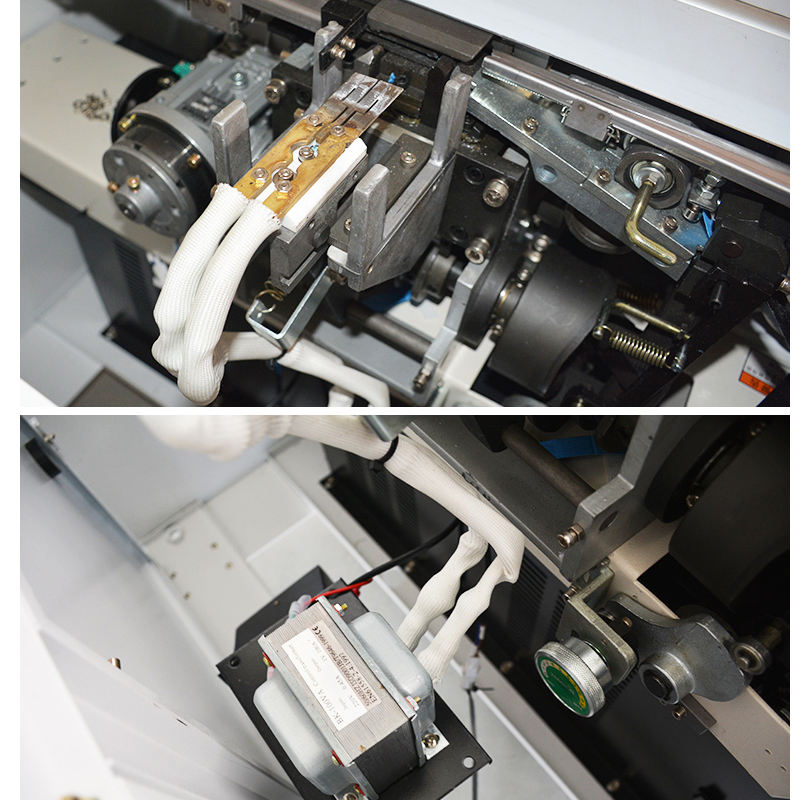
Cấu tạo cơ cấu hàn nhiệt máy PP: thanh gia nhiệt, tấm teflon và cơ cấu ép
Cơ cấu hàn nhiệt máy đóng đai PP → gồm ba thành phần chính → hoạt động đồng bộ trong mỗi chu kỳ hàn:
- Thanh gia nhiệt (heater bar): dải kim loại hợp kim nichrome hoặc gốm PTC ceramic, được nung nóng bằng điện đến 160–175°C. Đây là "trái tim" của hệ thống hàn — hỏng thanh này là cả máy không hàn được
- Tấm cách nhiệt Teflon PTFE: lớp màng mỏng phủ trên thanh gia nhiệt, ngăn đai nhựa dính trực tiếp vào kim loại nóng. Khi tấm này bị rách → đai dính vào thanh → bị kéo lệch khi máy rút thanh ra → mối hàn hỏng ngay
- Cơ cấu ép: lò xo hoặc khí nén ép thanh gia nhiệt xuống hai lớp đai chồng lên nhau, tạo áp lực tiếp xúc đủ để nhiệt truyền đều vào cả hai bề mặt
Thông số hàn chuẩn đai PP: nhiệt độ, dwell và áp lực ép
|
Quy cách đai PP
|
Chiều rộng
|
Nhiệt độ khuyến nghị
|
Dwell time
|
Độ bền mối hàn
|
|
PP mỏng thông thường
|
9–12 mm
|
160 – 165°C
|
1,5 – 2,0 giây
|
82 – 87%
|
|
PP trung
|
15 mm
|
163 – 168°C
|
1,8 – 2,5 giây
|
85 – 90%
|
|
PP dày
|
19 mm
|
165 – 172°C
|
2,0 – 2,8 giây
|
87 – 92%
|
|
PP nguyên sinh cao cấp
|
19 mm
|
168 – 175°C
|
2,2 – 3,0 giây
|
90 – 92%
|
Nguyên tắc đơn giản: đai dày hơn → cần nhiệt độ cao hơn và dwell lâu hơn để nhiệt thẩm thấu đều vào tâm lớp nhựa. Đai PP nguyên sinh có Tm cao hơn PP tái chế → cần nhiệt độ hàn nhỉnh hơn một chút.
So sánh thanh gia nhiệt nichrome và PTC ceramic: loại nào tốt hơn?
Đây là câu hỏi mà phần lớn người mua máy không bao giờ hỏi — nhưng nên hỏi trước khi ký hợp đồng.
Thanh nichrome (điện trở hợp kim):
- Điện trở thay đổi theo nhiệt độ → cần PID controller để ổn định → chi phí máy cao hơn
- Phổ biến hơn vì rẻ hơn và linh kiện dễ thay
- Khi PID hỏng → nhiệt độ dao động lớn → mối hàn không đồng đều
Thanh PTC ceramic (Positive Temperature Coefficient):
- Điện trở tự động tăng khi quá nhiệt → tự giới hạn nhiệt độ → không cần PID phức tạp
- Ổn định hơn rõ rệt trong điều kiện kho có nhiệt độ dao động lớn
- Chi phí linh kiện cao hơn, nhưng ít sự cố hơn dài hạn
Kết luận: kho có điều hòa ổn định → nichrome đủ dùng và rẻ hơn. Kho ngoài trời hoặc nhiệt độ dao động mạnh theo mùa → đầu tư PTC ceramic đáng hơn về dài hạn.
Ảnh hưởng của nhiệt độ môi trường đến chất lượng hàn đai PP
Ít người để ý điều này. Nhiệt độ kho → ảnh hưởng trực tiếp → đến tốc độ nguội của mối hàn. Mùa đông, kho lạnh xuống 15–18°C: đai PP nguội nhanh hơn bình thường → mối hàn chưa kịp đông cứng hoàn toàn trước khi lực ép được giải phóng → mối hàn yếu hơn 10–15%.
Cách bù trừ thực tế:
- Kho lạnh dưới 20°C → tăng nhiệt độ hàn thêm 8–12°C và tăng dwell thêm 0,5 giây
- Kho nóng trên 38°C → giảm nhiệt độ hàn 5–8°C tránh cháy đai
- Sau mỗi lần thay cuộn đai mới → hàn thử 3 mối và kéo kiểm tra trước khi đóng hàng thật
🔗 Xem chi tiết về đặc tính đai PP nguyên sinh và tái chế tại Đai nhựa PP: đặc tính kỹ thuật và ứng dụng thực tế
III. Hệ thống hàn trong máy đóng đai PET: tại sao cần nhiệt độ cao hơn và siêu âm là gì?
PET là vật liệu cứng đầu hơn PP — theo đúng nghĩa vật lý. Hệ thống hàn của máy PET phức tạp hơn, đắt hơn, và khi vận hành sai có thể hỏng đai chứ không hàn được.
Hàn nhiệt tiếp xúc đai PET: nhiệt độ 230–260°C và những thách thức kỹ thuật
Đai PET → cần nhiệt độ hàn 230–260°C → để polymer chảy đủ mềm → tạo liên kết phân tử bền chắc. Nghe đơn giản — nhưng vận hành ở nhiệt độ này đặt ra ba thách thức kỹ thuật thực sự:
- Thanh gia nhiệt mòn nhanh hơn: vận hành ở 260°C thay vì 170°C → tuổi thọ thanh nichrome giảm đáng kể. Máy PET cần vật liệu thanh nhiệt chịu nhiệt cao hơn và bảo trì thường xuyên hơn máy PP
- Nguy cơ quá nhiệt: PET bắt đầu phân hủy nhiệt ở trên 280°C → đai chuyển vàng, giòn, mối hàn mất độ bền. Vùng nhiệt độ an toàn chỉ rộng khoảng 30°C → cần PID controller chính xác, không thể dùng máy điều khiển nhiệt thô
- Tấm teflon chịu nhiệt cũng mòn nhanh hơn: ở 260°C, tấm teflon cần chất lượng cao hơn và thay thường xuyên hơn so với máy PP
Hàn siêu âm đai PET: cơ chế ma sát nội phân tử và tại sao đây là phương pháp tốt nhất
Hàn siêu âm → không dùng nguồn nhiệt bên ngoài → mà tạo nhiệt từ bên trong vật liệu. Đây là bước nhảy vọt công nghệ so với hàn nhiệt tiếp xúc thông thường.
Cơ chế hoạt động, giải thích đơn giản: bộ chuyển đổi siêu âm (transducer) dao động ở tần số 20–40 kHz — tức là 20.000 đến 40.000 lần mỗi giây. Dao động này được truyền vào hai lớp đai PET. Tại vùng tiếp xúc giữa hai lớp đai, ma sát nội phân tử ở tần số cao tạo ra nhiệt cục bộ cực nhanh — nhiệt độ đạt điểm nóng chảy PET trong vài mili giây. Kết quả: mối hàn được tạo ra từ bên trong vật liệu → không qua tiếp xúc nhiệt bên ngoài → không để lại vết cháy bề mặt → đồng đều từ trong ra ngoài.

Độ bền mối hàn siêu âm PET đạt 90–97% lực thân đai — cao nhất trong tất cả các phương pháp hàn đai nhựa hiện tại.
So sánh hàn nhiệt tiếp xúc và hàn siêu âm cho đai PET: bảng đối chiếu 8 tiêu chí
|
Tiêu chí
|
Hàn nhiệt tiếp xúc PET
|
Hàn siêu âm PET
|
|
Độ bền mối hàn
|
82 – 90%
|
90 – 97%
|
|
Thẩm mỹ mối hàn
|
Có thể có vết cháy nhẹ
|
Không vết cháy, bề mặt sạch
|
|
Tuổi thọ linh kiện chính
|
5–9 tháng (thanh nhiệt)
|
3–5 năm (transducer ít mòn)
|
|
Chi phí máy ban đầu
|
Thấp hơn 40–60%
|
Cao hơn nhưng ROI tốt hơn
|
|
Phù hợp môi trường
|
Ổn định trong kho
|
Ổn định trong mọi điều kiện
|
|
Tốc độ chu kỳ hàn
|
2 – 4 giây / mối
|
0,5 – 1,5 giây / mối
|
|
Bảo trì định kỳ
|
Thay thanh nhiệt và teflon
|
Ít bảo trì hơn đáng kể
|
|
Phù hợp xuất khẩu cao cấp
|
Đủ tiêu chuẩn
|
Vượt tiêu chuẩn
|
Tại sao máy đóng đai PP tuyệt đối không thể hàn được đai PET
Câu này cần câu trả lời dứt khoát. Không thể. Không có cách nào. Không có điều chỉnh nào giải quyết được vấn đề này.
Lý do kỹ thuật: máy đóng đai PP được thiết kế để đạt nhiệt độ tối đa khoảng 180–185°C — an toàn với PP nhưng thấp hơn nhiệt độ nóng chảy PET (260°C) đến 75–80°C. Kết quả khi dùng máy PP để hàn đai PET: thanh gia nhiệt chạm vào đai PET → đai PET không chảy mềm → hai lớp không dính → máy rút thanh ra → mối hàn bong ngay khi kéo nhẹ.
Đẩy máy PP vượt thiết kế để đạt 260°C? Không khả thi — mạch điện trở quá tải, thanh nhiệt cháy, relay SSR hỏng.
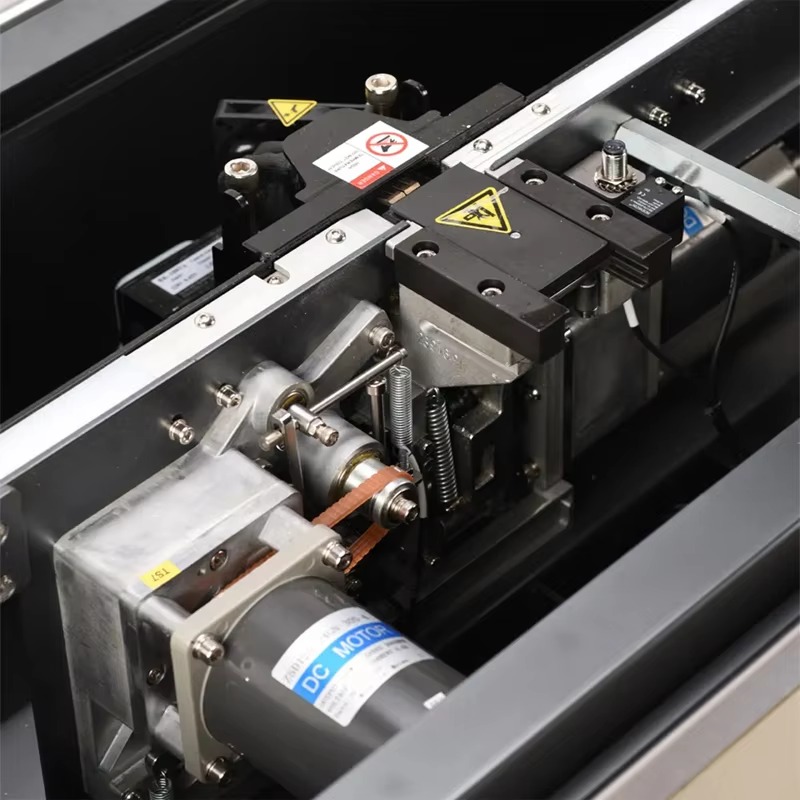
IV. Đai thép không dùng hàn nhiệt — hệ thống kẹp cơ học và hàn điểm điện hoạt động thế nào?
Phần này hoàn chỉnh bức tranh so sánh. Đai thép → không có "hệ thống hàn nhiệt" theo nghĩa truyền thống. Kim loại không có điểm nóng chảy hữu ích ở nhiệt độ thực tế của thiết bị đóng gói. Thay vào đó, hai phương pháp hoàn toàn khác được dùng.
Kẹp dập cơ học (crimping): cơ chế, loại kẹp đơn và kẹp đôi
Kẹp dập cơ học → là phương pháp kết nối đai thép phổ biến nhất → hoàn toàn không dùng nhiệt. Cơ chế: một kẹp kim loại nhỏ (metal seal) được đặt vào vùng hai đầu đai thép chồng lên nhau, rồi một cơ cấu dập (crimper) bóp chặt kẹp lại → biến dạng dẻo của kẹp kẹp chặt hai lớp đai thép vào nhau.
Hai loại kẹp phổ biến:
- Kẹp đơn (single notch): một rãnh dập → nhanh hơn → đạt 60–70% lực thân đai. Phù hợp hàng trung bình
- Kẹp đôi (double notch): hai rãnh dập → bền hơn → đạt 70–85% lực thân đai. Tiêu chuẩn cho hàng nặng xuất khẩu

Hàn điểm điện (spot welding) đai thép trong dòng máy tự động cao cấp
Hàn điểm điện → xuất hiện trong dòng máy đóng đai thép tự động cao cấp → hoàn toàn không dùng trong máy đóng đai nhựa. Cơ chế: dòng điện lớn chạy qua hai điện cực tiếp xúc vào điểm chồng của đai thép → điện trở tại điểm tiếp xúc → sinh nhiệt cục bộ rất cao → thép tại đó chảy và hàn dính → để nguội.
Độ bền mối hàn điểm đai thép đạt 85–95% lực thân đai — cao nhất trong các phương pháp kết nối đai thép.
Bảng tổng hợp ba hệ thống kết nối: PP — PET — thép
|
Tiêu chí
|
Hàn nhiệt PP
|
Hàn/siêu âm PET
|
Kẹp/hàn điện thép
|
|
Nhiệt độ cần thiết
|
160 – 175°C
|
230 – 260°C
|
Không áp dụng
|
|
Cơ chế
|
Nhiệt dẻo tiếp xúc
|
Nhiệt dẻo / siêu âm
|
Cơ học / điện điểm
|
|
Độ bền mối nối
|
85 – 92%
|
90 – 97%
|
60 – 95% (tùy loại kẹp)
|
|
Thiết bị cần
|
Máy PP riêng
|
Máy PET riêng
|
Máy thép riêng
|
|
Tuổi thọ linh kiện
|
8–14 tháng
|
5–9 tháng (nhiệt) / 3–5 năm (siêu âm)
|
Lâu dài (ít mài mòn)
|
|
Tải trọng phù hợp
|
< 300 kg
|
300 – 1.000 kg
|
> 500 kg – 1.800+ kg
|
|
Chi phí bảo trì
|
Trung bình
|
Cao hơn PP
|
Thấp nhất
|
V. Bảo trì hệ thống hàn nhiệt máy đóng đai: lịch bảo dưỡng và dấu hiệu cần thay linh kiện
Mua máy tốt rồi bỏ bê bảo trì là cách nhanh nhất để biến mối hàn chất lượng cao thành mối hàn tệ nhất kho. Phần này là hướng dẫn thực hành — áp dụng được ngay.
Tuổi thọ thanh gia nhiệt và lịch thay thế định kỳ
Số liệu thực tế từ vận hành:
- Máy đóng đai PP (170°C), vận hành 8h/ngày: thanh gia nhiệt nichrome bền 8–14 tháng. PTC ceramic bền 12–20 tháng
- Máy đóng đai PET nhiệt tiếp xúc (260°C), 8h/ngày: thanh bền 5–9 tháng — nhiệt độ cao hơn rút ngắn tuổi thọ đáng kể
- Máy đóng đai PET siêu âm: transducer bền 3–5 năm — ít mài mòn hơn hẳn
Bốn dấu hiệu cần thay thanh gia nhiệt ngay:
- Nhiệt phân bổ không đều — mối hàn một bên chặt, một bên bong
- Máy mất nhiều thời gian hơn bình thường mới đạt nhiệt độ mục tiêu
- Mối hàn mẫu đạt dưới 75% lực thân đai khi kiểm tra lực kế
- Bề mặt thanh bị rỗ, oxy hóa hoặc biến dạng nhìn thấy bằng mắt
Vệ sinh tấm teflon PTFE: tại sao quan trọng và hướng dẫn làm đúng cách
Tấm teflon bẩn → là nguyên nhân số hai gây mối hàn kém (sau sai nhiệt độ). Khi tấm teflon tích tụ cặn nhựa PP/PET đã cháy → lớp cặn cách nhiệt → làm giảm truyền nhiệt từ thanh vào đai → nhiệt thực sự nhận vào mối hàn thấp hơn nhiệt độ cài đặt máy → mối hàn yếu dù nhiệt độ hiển thị vẫn đúng.
Quy trình vệ sinh tấm teflon đúng:
- Tắt máy, chờ thanh gia nhiệt nguội xuống dưới 60°C (khoảng 5–8 phút)
- Dùng vải sạch khô lau nhẹ bề mặt tấm teflon — không dùng nước, không dùng dung môi
- Kiểm tra rách, thủng hoặc sẫm màu bất thường — nếu có → thay ngay
- Tần suất: vệ sinh mỗi 2–3 ngày vận hành, kiểm tra trực quan mỗi ngày
Hiệu chỉnh nhiệt độ hàn theo mùa và điều kiện kho: 4 bước thực hành
Quy trình hiệu chỉnh 4 bước — áp dụng đầu mỗi mùa hoặc khi thay cuộn đai loại mới:
- Đo nhiệt độ kho thực tế bằng nhiệt kế — không tin vào cảm giác
- Hàn thử 5 mối ở nhiệt độ cài đặt hiện tại
- Kéo kiểm tra từng mối bằng lực kế — ghi lại % lực kéo đứt so với thân đai
- Điều chỉnh ±5°C cho đến khi đạt trên 85% đối với PP và trên 88% với PET, lặp lại từ bước 2
Mất 15 phút mỗi lần. Tiết kiệm hàng triệu đồng hàng hóa hỏng.
VI. Khắc phục 6 sự cố mối hàn đai nhựa thường gặp nhất trong vận hành thực tế
Đây là phần được tìm kiếm nhiều nhất. Hầu hết kỹ thuật viên đều gặp ít nhất 3 trong 6 sự cố dưới đây. Cấu trúc: sự cố → nguyên nhân thật sự → giải pháp thực tế.
Sự cố 1–3: mối hàn bong, bị cháy vàng và đai dính vào thanh nhiệt
Sự cố 1: Mối hàn bong ngay khi kéo tay nhẹ
|
Nguyên nhân
|
Giải pháp
|
|
Nhiệt độ hàn không đủ
|
Tăng nhiệt độ 5–10°C, hàn thử lại
|
|
Dwell time quá ngắn
|
Tăng thêm 0,5 giây
|
|
Tấm teflon bẩn
|
Vệ sinh tấm teflon ngay
|
|
Bề mặt đai bị dầu mỡ
|
Lau sạch đầu đai trước khi hàn
|
|
Đai PP tái chế kém
|
Đổi sang lô đai chất lượng cao hơn
|
Sự cố 2: Mối hàn bị vàng hoặc cháy đen — không phải đai kém
Đây là misconception phổ biến nhất: người dùng đổ lỗi cho đai nhà cung cấp. Thực ra 90% trường hợp là nhiệt độ hàn quá cao (PP trên 185°C, PET trên 280°C) khiến polymer phân hủy nhiệt. Giải pháp: giảm nhiệt độ máy 10–15°C. Không cần đổi đai.
Sự cố 3: Đai dính vào thanh gia nhiệt — bị kéo rách
Nguyên nhân: tấm teflon bị rách hoặc mất → đai tiếp xúc trực tiếp với thanh kim loại nóng → dính chặt. Dừng máy ngay khi phát hiện. Thay tấm teflon mới trước khi vận hành tiếp — tiếp tục chạy khi teflon hỏng sẽ làm hỏng thêm thanh gia nhiệt, tốn kém hơn nhiều.
Sự cố 4–6: mối hàn không đều, máy chậm và mối hàn bong sau vận chuyển
Sự cố 4: Mối hàn một bên chặt, một bên bong
Nguyên nhân chính: thanh gia nhiệt bị biến dạng hoặc không song song với bề mặt ép → một đầu tiếp xúc nhiệt tốt, đầu kia tiếp xúc kém. Kiểm tra bằng cách hàn một mối rồi quan sát vết in nhiệt trên tấm teflon — phân bổ không đều là dấu hiệu thanh bị lệch. Giải pháp: thay thanh gia nhiệt mới.
Sự cố 5: Máy hàn lâu hơn bình thường mới đạt nhiệt độ
Ba nguyên nhân theo thứ tự xác suất giảm dần: (1) tấm teflon dày cặn cản trở truyền nhiệt → vệ sinh; (2) thanh gia nhiệt cũ điện trở tăng → thay thanh; (3) nguồn điện kho bị sụt áp → kiểm tra điện áp đầu vào.
Sự cố 6: Mối hàn đạt khi test nhưng bong sau vận chuyển
Đây là sự cố khó chẩn đoán nhất. Nguyên nhân thường gặp: nhiệt độ cooling dwell (thời gian giữ lực ép sau khi tắt nhiệt) quá ngắn → polymer chưa đông đặc hoàn toàn trước khi giải phóng lực ép → mối hàn có vẻ chắc nhưng cấu trúc phân tử chưa ổn định → tách lớp dưới tải trọng rung xóc trong vận chuyển. Giải pháp: tăng cooling dwell thêm 1–2 giây.
VII. Chọn máy đóng đai theo hệ thống hàn: tiêu chí kỹ thuật quan trọng không được bỏ qua
Biết kỹ thuật rồi — bây giờ chọn máy thế nào cho đúng với nhu cầu thực tế?
Máy đóng đai PP cầm tay, dùng pin và bán tự động: hệ thống hàn khác nhau thế nào?
Không phải tất cả máy đóng đai PP đều có cùng hệ thống hàn. Đây là sự khác biệt quan trọng:
- Máy đóng đai nhựa cầm tay cơ (tay quay): hàn ma sát thủ công — không có thanh gia nhiệt điện. Chất lượng mối hàn phụ thuộc hoàn toàn vào kỹ năng người dùng → đạt khoảng 65–75% lực thân đai
- Máy đóng đai nhựa dùng pin: tích hợp thanh gia nhiệt PTC ceramic — ổn định hơn hàn ma sát, không cần nguồn điện cố định, phù hợp kho không có điện sẵn → đạt 80–88%
- Máy đóng đai bán tự động (220V): thanh nichrome + PID controller — chất lượng hàn cao nhất trong dòng máy đóng dây đai cầm tay → đạt 85–92%
Cùng là "máy đóng đai PP" nhưng chất lượng mối hàn chênh nhau 20–25% tùy hệ thống hàn. Chọn máy theo hệ thống hàn phù hợp với yêu cầu chất lượng mối hàn của bạn — không phải chỉ theo giá.

Máy đóng đai PET: phân biệt dòng hàn nhiệt tiếp xúc và dòng siêu âm
Máy đóng đai PET hàn nhiệt tiếp xúc: phù hợp kho đóng 100–400 kiện/ngày, hàng xuất khẩu thông thường, ngân sách trung bình. Đầu tư ban đầu thấp hơn 40–60% so với siêu âm. Cần bảo trì thanh nhiệt định kỳ.
Máy đóng đai PET siêu âm: phù hợp dây chuyền tự động tốc độ cao, hàng xuất khẩu cao cấp cần mối hàn đẹp không vết cháy, kho vận hành 2–3 ca/ngày. Đầu tư ban đầu cao hơn nhưng chi phí bảo trì thấp hơn và năng suất vượt trội (0,5–1,5 giây/mối thay vì 2–4 giây).
Linh kiện thay thế hệ thống hàn: mua đúng mã, tránh hàng nhái
Ba linh kiện cần mua đúng, không mua hàng nhái:
- Thanh gia nhiệt: sai điện trở → nhiệt không đạt hoặc quá tải mạch điện. Luôn mua đúng mã của nhà sản xuất máy
- Tấm teflon PTFE: hàng nhái dày và dẫn nhiệt kém → giảm chất lượng hàn. Kiểm tra: tấm teflon chuẩn mỏng đồng đều, trơn bóng, không bị co lại khi hơ nhẹ lửa
- Transducer siêu âm (với máy PET siêu âm): linh kiện đắt nhất — hàng nhái có tần số sai → mối hàn không đạt. Chỉ mua từ đại lý chính hãng
VIII. Câu hỏi thường gặp về hệ thống hàn nhiệt máy đóng đai
Tại sao máy đóng đai PP không hàn được đai PET?
Vì nhiệt độ nóng chảy của PET (260°C) cao hơn nhiệt độ tối đa của máy PP (khoảng 180°C) đến 80°C. Máy PP không thể đạt đủ nhiệt để làm PET chảy mềm → hai lớp đai không dính → mối hàn bong ngay. Không có cách điều chỉnh nào khắc phục được vấn đề này.
Nhiệt độ hàn đai PP bao nhiêu độ là đúng chuẩn?
160 – 175°C là vùng nhiệt độ chuẩn cho đai PP nguyên sinh thông thường. Đai PP tái chế có thể cần nhiệt độ thấp hơn 5–8°C. Mùa đông hoặc kho lạnh: tăng thêm 8–12°C bù trừ cho đai nguội nhanh hơn.
Mối hàn đai PP bị vàng — có phải đai kém chất lượng không?
Không phải đai kém — là nhiệt độ máy quá cao. Màu vàng là dấu hiệu polymer PP bị phân hủy nhiệt ở trên 185°C. Giải pháp: giảm nhiệt độ máy 10–15°C và thử lại. Không cần đổi đai.
Hàn siêu âm PET có đắt hơn hàn nhiệt tiếp xúc không?
Chi phí máy ban đầu cao hơn 40–60%. Nhưng chi phí bảo trì thấp hơn đáng kể (transducer bền 3–5 năm so với thanh nhiệt 5–9 tháng) và năng suất cao hơn 2–3 lần. ROI thường dưới 18–24 tháng với kho vận hành 2 ca/ngày trở lên.
Thay thanh gia nhiệt máy đóng đai bao lâu một lần?
Phụ thuộc vào dòng máy và cường độ vận hành. Máy PP 8h/ngày: 8–14 tháng. Máy PET nhiệt tiếp xúc 8h/ngày: 5–9 tháng. Dấu hiệu cần thay: mối hàn không đều, máy chậm đạt nhiệt, bề mặt thanh bị rỗ. Không chờ đến khi máy hỏng hẳn — thay theo lịch phòng ngừa.
Hệ thống hàn nhiệt → không phải chi tiết kỹ thuật nhỏ → đây là cốt lõi của toàn bộ hiệu quả máy đóng đai.
Ba điểm cốt lõi cần nhớ mãi: (1) PP hàn nhiệt 160–175°C bằng thanh gia nhiệt tiếp xúc — đơn giản, bền, bảo trì dễ; (2) PET hàn nhiệt 230–260°C hoặc siêu âm — siêu âm cho mối hàn tốt nhất nhưng đầu tư cao hơn; (3) đai thép dùng kẹp cơ học hoặc hàn điểm điện — không liên quan đến hệ thống hàn nhiệt nhựa.
Và nguyên tắc không bao giờ phá vỡ: máy đóng đai PP và máy đóng đai PET không hoán đổi được. Đầu tư đúng thiết bị ngay từ đầu để tránh mối hàn yếu, hàng hỏng và chi phí sửa chữa không đáng có.
Cần tư vấn chọn máy đóng đai phù hợp với loại đai và quy mô vận hành? Liên hệ đội ngũ kỹ thuật để được phân tích và đề xuất cụ thể.
Tìm hiểu thêm:
Bài viết được biên soạn bởi đội ngũ kỹ thuật chuyên ngành thiết bị đóng gói công nghiệp. Các thông số kỹ thuật trong bài dựa trên dữ liệu vận hành thực tế và tài liệu nhà sản xuất — vui lòng xác nhận với nhà cung cấp thiết bị cụ thể của bạn trước khi áp dụng.
.webp) >>>Bấm vào ảnh để xem chi tiết các dòng máy đóng đai đang được bán tại VITEKO<<<
>>>Bấm vào ảnh để xem chi tiết các dòng máy đóng đai đang được bán tại VITEKO<<<