Hiểu cấu tạo và nguyên lý hoạt động của máy đóng đai không chỉ là kiến thức kỹ thuật thuần túy — đây là nền tảng để vận hành đúng cách, chẩn đoán lỗi nhanh và bảo dưỡng đúng chu kỳ. Phần lớn lỗi thường gặp trong máy đóng đai thùng đều bắt nguồn từ một nguyên nhân đơn giản: người vận hành không hiểu cơ chế bên trong thiết bị. Hậu quả? Mối hàn kém, đai kẹt giữa ca, và máy dừng đột ngột vào đúng lúc cần xuất hàng.
Bài viết này giải thích đầy đủ cấu tạo từng bộ phận của máy đóng đai, nguyên lý hoạt động theo chu kỳ 4 bước, cơ chế hàn đai nhựa PP và PET, cùng hướng dẫn bảo dưỡng linh kiện — bằng ngôn ngữ đơn giản dành cho cả người mới tìm hiểu lẫn kỹ thuật viên có kinh nghiệm.
I. Tổng quan cấu tạo máy đóng đai: 4 nhóm bộ phận chính
Trước khi đi vào từng chi tiết nhỏ, hãy hình dung máy đóng đai như một cơ thể có bốn hệ thống phối hợp với nhau. Mỗi hệ thống đảm nhiệm một vai trò riêng. Khi một hệ thống trục trặc — cả bộ máy bị ảnh hưởng. Hiểu rõ bốn nhóm này là bước đầu tiên để hiểu mọi thứ còn lại.

1.1 Máy đóng đai gồm 4 nhóm bộ phận: cơ học, điện, điều khiển và tiêu hao
Bốn nhóm. Không phải ngẫu nhiên. Mỗi nhóm tương ứng với một câu hỏi cơ bản về máy:
- Nhóm cơ học → Trả lời câu hỏi: Đai đi theo đường nào và được căng như thế nào?
- Nhóm điện → Trả lời: Năng lượng nào tạo ra chuyển động và nhiệt để hàn?
- Nhóm điều khiển → Trả lời: Ai ra lệnh và điều phối toàn bộ quá trình?
- Nhóm tiêu hao → Trả lời: Bộ phận nào mòn dần và cần thay thế định kỳ?
Đây là framework tư duy mà kỹ thuật viên bảo trì nên ghi nhớ — vì khi máy có sự cố, phân nhóm như vậy giúp khoanh vùng lỗi nhanh hơn nhiều so với kiểm tra mò mẫm từng bộ phận.
1.2 Sự khác biệt cấu tạo giữa máy thủ công, bán tự động và tự động
Máy đóng đai thủ công, máy đóng đai bán tự động và máy đóng đai tự động — ba cấp độ, nhưng không phải chỉ khác nhau về tốc độ. Chúng khác nhau về cấu tạo theo từng nhóm bộ phận.

|
Nhóm bộ phận
|
Máy thủ công
|
Máy bán tự động
|
Máy tự động
|
|
Cơ học
|
Rãnh dẫn, bộ căng tay
|
Rãnh dẫn, bộ căng motor
|
Rãnh dẫn lớn, băng tải dẫn hàng
|
|
Điện
|
Đầu hàn đơn giản
|
Motor 200–550W + đầu hàn điện tử
|
Motor công suất lớn, đầu hàn chính xác
|
|
Điều khiển
|
Thủ công hoàn toàn
|
Bảng điều khiển điện tử cơ bản
|
PLC + cảm biến quang + HMI
|
|
Tiêu hao
|
Đầu hàn, cuộn đai
|
Đầu hàn, dao cắt, cuộn đai
|
Đầu hàn, dao cắt, cuộn đai, cảm biến
|
Máy thủ công đơn giản đến mức người thợ có thể tự sửa nhiều lỗi cơ bản mà không cần kỹ thuật viên. Máy tự động phức tạp đến mức cần kỹ sư PLC để chỉnh thông số. Không có cấp nào xấu — chỉ có cấp phù hợp hay không phù hợp với ngữ cảnh của bạn.
🔗 Tìm hiểu thêm: Các loại máy đóng đai: phân loại đầy đủ theo 5 tiêu chí
II. Nhóm bộ phận cơ học: rãnh dẫn đai, bộ căng và dao cắt
Nhóm bộ phận cơ học là "xương sống" của máy đóng đai. Không có nhóm cơ học hoạt động đúng — không có chu kỳ đóng đai nào được hoàn thành. Và đây cũng là nhóm gây ra hầu hết sự cố vận hành hàng ngày — thường do không vệ sinh định kỳ hoặc linh kiện mòn không được thay kịp thời.
2.1 Rãnh dẫn đai là đường dẫn đai ôm quanh thùng hàng và phải khớp chính xác với khổ đai
Rãnh dẫn đai — hay còn gọi là khung vòm dẫn đai — là đường dẫn mà dây đai đi qua để ôm hoàn toàn quanh chu vi thùng hàng trước khi căng và hàn.
Hãy hình dung rãnh dẫn đai như một đường ray kín hình chữ U lật ngược. Đai từ cuộn được motor đẩy vào đường ray này, chạy vòng quanh thùng hàng theo đúng hình dạng của rãnh, rồi quay trở lại đầu đóng đai ở phía dưới. Toàn bộ quá trình này diễn ra trong vòng chưa đầy 1 giây.
Hai điều kiện bắt buộc phải đảm bảo với rãnh dẫn đai:
- Khổ rãnh phải khớp với khổ đai: Rãnh 12 mm không thể chạy đai 15 mm — đai sẽ bị kẹt ngay sau bước đầu tiên. Trước khi mua máy, đo chính xác khổ đai đang dùng và xác nhận tương thích.
- Rãnh phải sạch và không có vật lạ: Bụi, dầu máy, mảnh đai vỡ tích tụ trong rãnh là nguyên nhân số 1 gây kẹt đai. Vệ sinh rãnh dẫn đai mỗi ngày là quy trình không thể bỏ qua.
Nguyên nhân phổ biến nhất gây kẹt đai trong rãnh:
- Bụi và dầu tích tụ sau nhiều ca vận hành liên tục
- Mảnh đai bị cắt xơ từ dao cắt mòn không được dọn sạch
- Đai bị cong vênh do cuộn đai để sai tư thế
- Rãnh bị biến dạng cơ học do va đập trong vận hành
2.2 Bộ căng đai quyết định lực siết và là cơ chế đảm bảo hàng hóa được cố định đúng tiêu chuẩn
Bộ căng đai — đây là bộ phận quyết định lực siết tính bằng Newton mà máy tạo ra trên kiện hàng. Nếu hiểu được bộ căng đai, bạn hiểu tại sao hàng hóa của bạn đến nơi nguyên vẹn — hoặc bị xê dịch giữa hành trình.
Cơ chế hoạt động theo 3 giai đoạn rất rõ ràng:
- Đai được cấp vào và ôm quanh thùng — lúc này đai còn lỏng
- Motor kéo đầu đai ngược chiều — đai được căng chặt dần quanh thùng
- Cảm biến lực hoặc lò xo giới hạn dừng motor — khi đạt lực cài đặt, motor dừng, đai được giữ căng cho đến khi hàn xong
Nguyên tắc cài đặt lực căng:
- Hàng nhẹ dưới 20 kg: Lực căng 150–200 N, đai PP khổ nhỏ là đủ
- Hàng trung bình 20–50 kg: Lực căng 200–350 N, PP khổ rộng hoặc PET
- Hàng nặng trên 50 kg: Lực căng 350–600 N, bắt buộc dùng đai PET
2.3 Dao cắt đai là bộ phận tiêu hao cần thay thế định kỳ theo số chu kỳ vận hành
Dao cắt đai — bộ phận nhỏ nhất trong nhóm cơ học, nhưng khi nó hỏng thì cả máy không thể hoàn thành chu kỳ.
Dao cắt hoạt động ngay sau khi mối hàn được tạo ra — cắt đứt đai khỏi cuộn để giải phóng thùng hàng và chuẩn bị cho chu kỳ tiếp theo. Cơ chế đơn giản: lưỡi dao đi xuống, cắt ngang qua đai, thu về. Chưa đến 0,1 giây.
Dấu hiệu dao cắt cần thay thế:
- Mặt cắt đai để lại bavia (đầu đai xơ, không gọn) → đầu đai thừa rơi vào rãnh gây kẹt chu kỳ sau
- Cần lực nhấn nút lớn hơn bình thường mới cắt được đai
- Đai không đứt hoàn toàn — còn một sợi mỏng kết nối sau khi cắt
- Âm thanh cắt không gọn — có tiếng kéo thay vì tiếng cắt sắc
Chu kỳ thay thế tham khảo: 300.000–500.000 lần cắt với dao cắt tiêu chuẩn. Với cường độ vận hành 1.000 thùng/ngày (2 đai/thùng = 2.000 lần cắt/ngày), dao cắt cần thay sau khoảng 150–250 ngày vận hành.
🔗 Tìm hiểu thêm: Lỗi máy đóng đai thường gặp và cách khắc phục
2.4 Bộ phận cấp đai tự động đảm bảo đai luôn sẵn sàng cho chu kỳ tiếp theo
Bộ phận cấp đai — cơ chế đưa đai từ cuộn vào rãnh dẫn sau mỗi chu kỳ cắt. Đơn giản về nguyên lý, nhưng cực kỳ quan trọng về vận hành: nếu bộ cấp đai không đồng bộ với tốc độ máy, chu kỳ bị gián đoạn hoặc đai bị nạp sai vị trí.
Trong máy đóng đai nhựa dùng pin cầm tay, bộ cấp đai hoạt động hoàn toàn bằng tay — người vận hành tự luồn đai vào rãnh mỗi lần. Trong máy đóng đai bán tự động, motor nhỏ tự động đẩy đai vào sau mỗi chu kỳ. Trong máy đóng đai tự động, toàn bộ quá trình cấp đai được PLC điều phối không cần can thiệp người.

Sự cố phổ biến nhất: Đai hết cuộn mà không ai phát hiện kịp → cảm biến báo lỗi "no strap" → máy dừng giữa ca sản xuất. Giải pháp đơn giản: kiểm tra lượng đai còn lại trên cuộn vào đầu mỗi ca — không đợi đến khi máy báo lỗi.
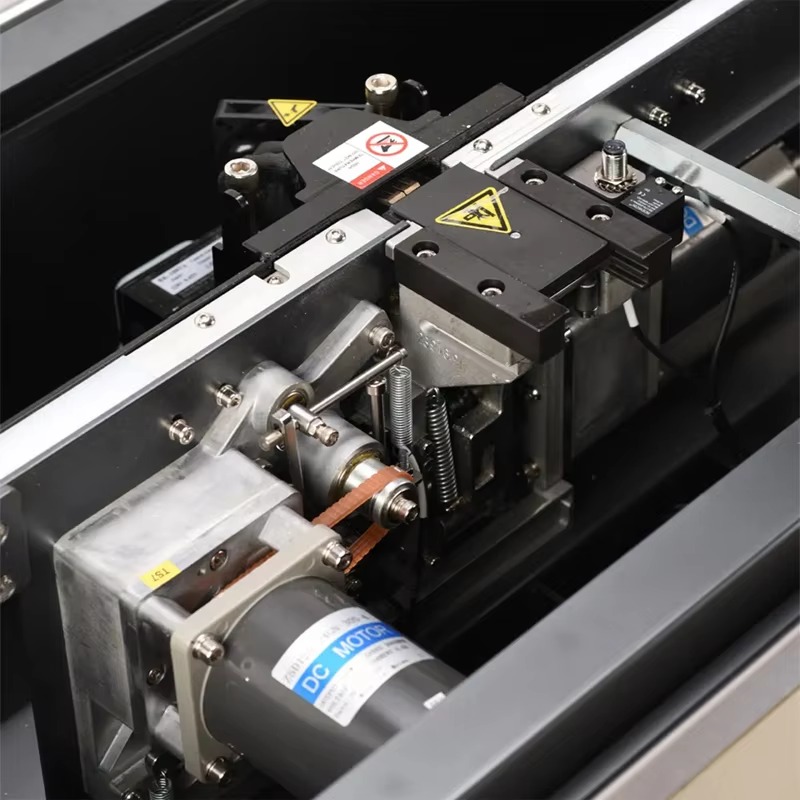
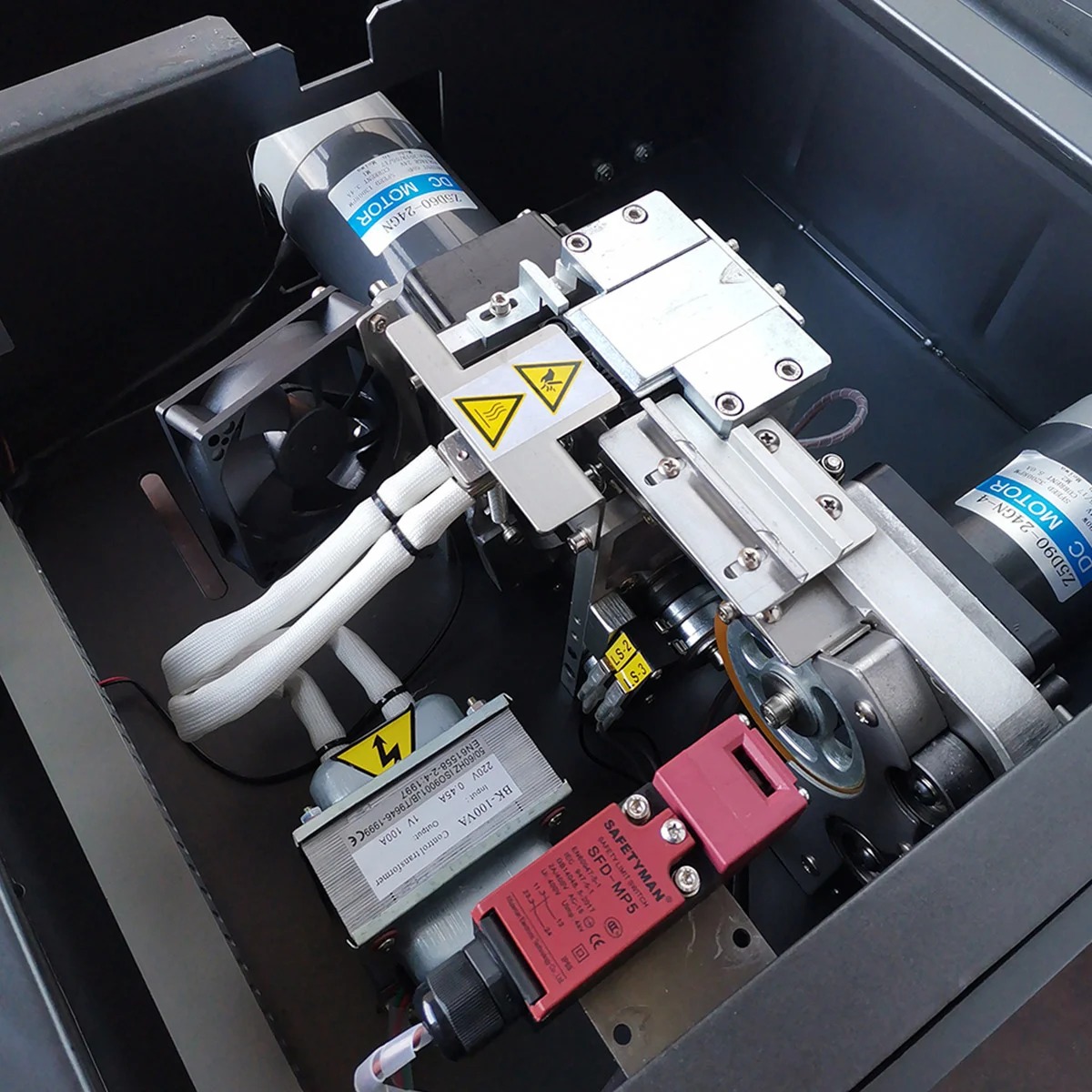
III. Nhóm bộ phận điện: motor truyền động và hệ thống hàn nhiệt
Nếu nhóm cơ học là "xương sống", thì nhóm điện là "cơ bắp" của máy đóng đai. Motor tạo ra lực căng. Hệ thống hàn nhiệt tạo ra mối liên kết bền vững. Thiếu một trong hai — đai chỉ được quấn quanh thùng mà không được giữ chặt.
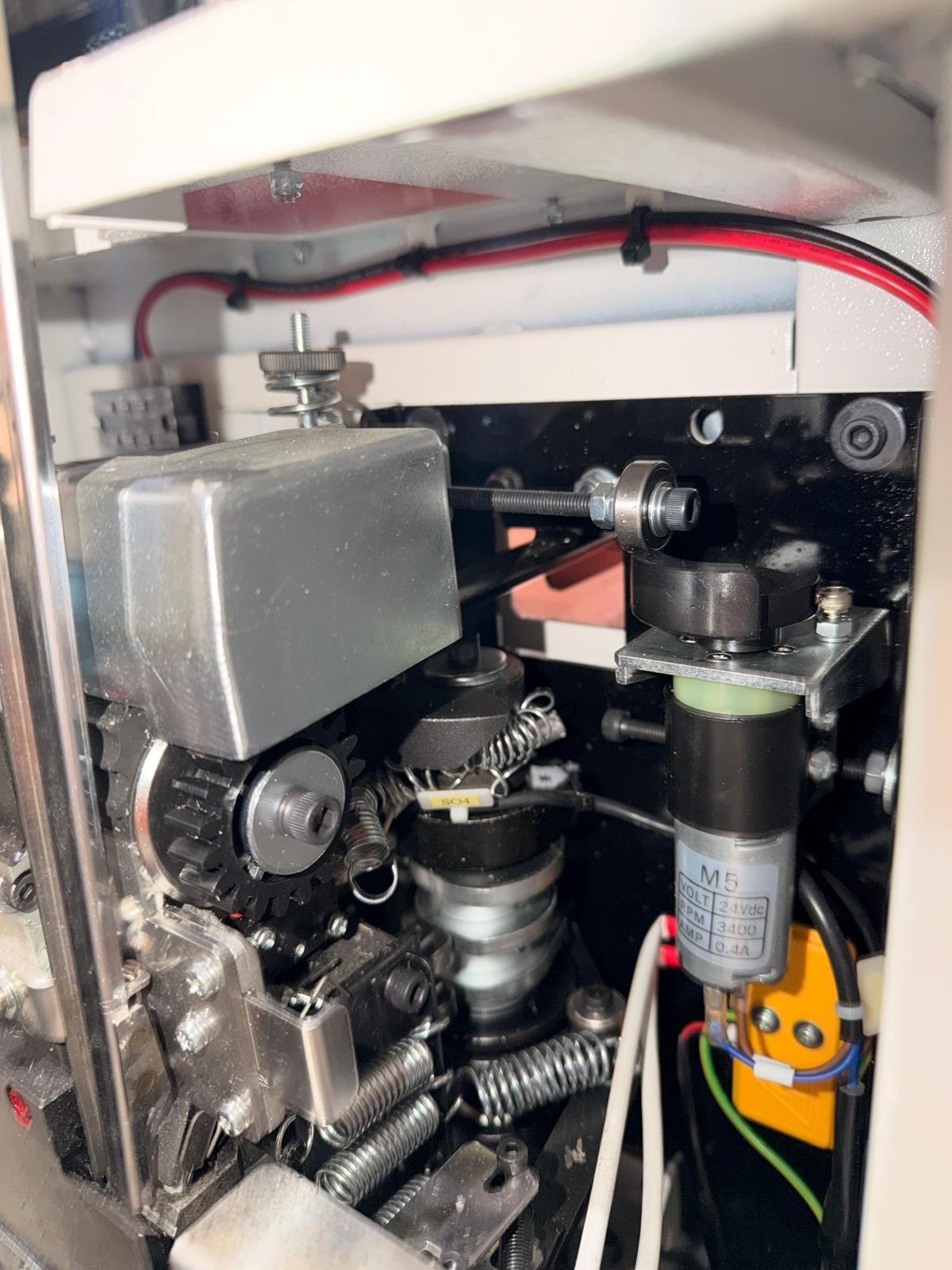
3.1 Motor điện là nguồn động lực chính quyết định tốc độ căng và cấp đai của máy
Motor điện trong máy đóng đai bán tự động thường có công suất 200–550W, hoạt động ở điện áp 220V / 1 pha. Trong máy đóng đai tự động công suất lớn — motor có thể lên đến 750W–1,5 kW ở 380V / 3 pha.
Motor truyền động qua cơ cấu giảm tốc (hộp số nhỏ) đến bộ căng đai. Tỷ số giảm tốc quyết định: với cùng tốc độ vòng quay motor, cơ cấu giảm tốc khác nhau cho ra lực căng khác nhau. Đây là lý do hai máy có cùng công suất motor nhưng lực căng tối đa khác nhau.

Hệ thống bảo vệ nhiệt motor: Khi motor quá tải — thường do đai bị kẹt mà motor vẫn cố kéo — nhiệt độ cuộn dây motor tăng nhanh. Cảm biến nhiệt tích hợp tự động ngắt điện khi vượt ngưỡng an toàn. Đây là lý do máy đột ngột dừng mà không báo lỗi gì khác — kiểm tra đai kẹt trước, để máy nguội 10–15 phút, rồi khởi động lại.
3.2 Đầu đóng đai là bộ phận trung tâm thực hiện hàn nhiệt và là linh kiện tiêu hao quan trọng nhất
Đầu đóng đai — hay sealing head — là bộ phận mà mọi chu kỳ đóng đai đều đi qua. Nó vừa là nơi đai được hàn lại, vừa là nơi dao cắt hoạt động, vừa là điểm mà đai bắt đầu và kết thúc hành trình quanh thùng hàng.
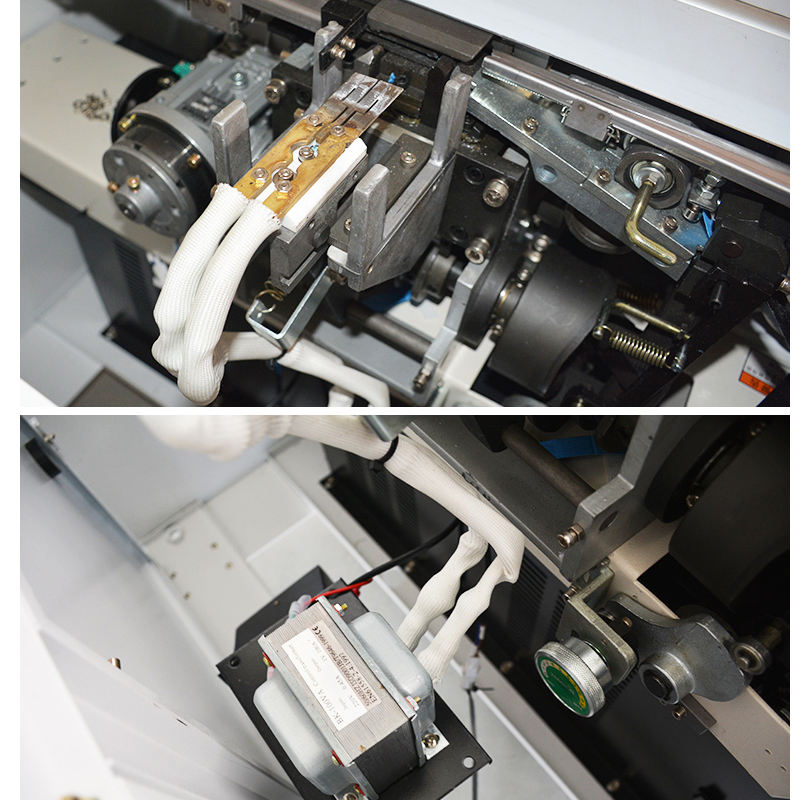
Đây cũng là linh kiện mòn nhanh nhất trong toàn bộ máy — vì bề mặt đầu hàn tiếp xúc trực tiếp với đai hàng nghìn lần mỗi ngày. Bề mặt răng khía của đầu hàn bị mài mòn theo thời gian → diện tích tiếp xúc giảm → mối hàn không đều → tỷ lệ lỗi tăng.
Lưu ý quan trọng về linh kiện máy đai thùng: Không phải đầu hàn nào cũng tương thích với mọi model máy. Khi mua đầu hàn thay thế, cần cung cấp tên hãng và model máy cho nhà cung cấp để đảm bảo tương thích. Đầu hàn sai model → lắp không vừa hoặc kích thước bề mặt hàn không khớp với khổ đai.
3.3 Hệ thống điều khiển nhiệt độ đầu hàn quyết định chất lượng mối hàn đai nhựa
Hệ thống điều khiển nhiệt — đây là bộ phận vô hình nhưng ảnh hưởng lớn nhất đến chất lượng đóng đai. Hệ thống này duy trì nhiệt độ đầu hàn ổn định ở mức cài đặt, bất kể thùng thứ 1 hay thùng thứ 1.000.
Hai ngưỡng nhiệt độ quan trọng nhất:
- Đai nhựa PP: 200–250°C — ngưỡng tối ưu tạo mối hàn dẻo và bền
- Đai nhựa PET: 250–310°C — nhiệt độ cao hơn vì PET có điểm nóng chảy cao hơn PP
Điều gì xảy ra khi nhiệt độ sai?
|
Nhiệt độ
|
Hậu quả với mối hàn
|
|
Quá thấp (< 180°C PP)
|
Đai không dính — mối hàn tách rời ngay khi rút
|
|
Tối ưu (200–250°C PP)
|
Mối hàn bền, dẻo, đạt 80–90% lực kéo đứt của đai
|
|
Quá cao (> 280°C PP)
|
Đai bị bỏng, mối hàn giòn — đứt khi căng
|
Đây là lý do kỹ thuật viên bảo trì cần kiểm tra và hiệu chỉnh nhiệt độ đầu hàn ít nhất một lần mỗi tháng bằng thiết bị đo nhiệt chuyên dụng — không chỉ nhìn vào con số hiển thị trên bảng điều khiển, vì cảm biến nhiệt bên trong máy có thể bị lệch theo thời gian.
🔗 Tìm hiểu chi tiết: Đai PP và Đai PET: Phân Biệt, Ứng Dụng Và Cách Chọn Đúng
IV. Nguyên lý hoạt động máy đóng đai: chu kỳ 4 bước tuần tự
Đây là phần cốt lõi của toàn bộ bài viết. Mọi thứ trước đó là nền tảng — phần này mới là lúc bạn thấy máy đóng đai thực sự "nghĩ" và "làm" như thế nào trong từng giây vận hành.
Nguyên lý cơ bản: Mỗi lần bạn nhấn nút đóng đai — hoặc cảm biến phát hiện thùng hàng với máy tự động — máy thực hiện đúng 4 bước theo thứ tự cố định. Không bước nào được bỏ qua. Không bước nào được đảo thứ tự. Bốn bước này lặp lại hoàn hảo hàng nghìn lần mỗi ngày cho đến khi có linh kiện hỏng hoặc đai hết.
4.1 Bước 1 — Cấp đai: motor kéo đai từ cuộn qua rãnh dẫn ôm hoàn toàn quanh thùng hàng
Mọi thứ bắt đầu từ bước cấp đai. Motor khởi động, kéo đai từ cuộn → qua bộ phận cấp đai → vào rãnh dẫn đai → chạy vòng quanh thùng hàng theo hình dạng của khung vòm → trở về đầu đóng đai ở phía dưới.
Đai phải ôm hoàn toàn quanh chu vi thùng — không được hở góc, không được lệch vị trí. Nếu rãnh dẫn bị bẩn hoặc đai không vào đúng rãnh → đai không ôm đủ → bước căng không thực hiện được → chu kỳ lỗi.
Thời gian thực hiện bước 1: 0,3–0,8 giây tùy kích thước thùng và tốc độ cấp đai của máy.
4.2 Bước 2 — Căng đai: bộ căng siết đai đến lực Newton cài đặt và thu hồi đai thừa
Sau khi đai đã ôm đủ quanh thùng, bước căng đai bắt đầu. Motor đảo chiều (hoặc cơ cấu căng riêng hoạt động) → kéo ngược đầu đai → đai siết chặt dần quanh thùng hàng.
Quá trình căng tiếp tục cho đến khi:
- Lực căng đạt ngưỡng cài đặt (cảm biến lực hoặc lò xo giới hạn kích hoạt), hoặc
- Đai hết đường căng (thùng đã được siết tối đa)
Đai thừa — phần đai giữa cuộn và thùng sau khi căng — được thu hồi về cuộn để không gây kẹt. Đây là bước tạo ra lực siết thực sự giữ hàng hóa ổn định trong suốt quá trình vận chuyển.
4.3 Bước 3 — Hàn đai: đầu hàn nhiệt ép hai đầu đai lại tạo mối hàn bền vững
Bước hàn đai — đây là bước quyết định chất lượng của toàn bộ chu kỳ. Thực hiện sai bước này → mối hàn kém → hàng hóa hư hỏng trong vận chuyển.
Cơ chế hàn nhiệt tiếp xúc:
- Đầu hàn nóng (đạt nhiệt độ cài đặt) tiếp xúc với hai lớp đai chồng lên nhau tại điểm hàn
- Nhiệt truyền từ đầu hàn → làm nóng chảy bề mặt tiếp xúc của hai lớp đai
- Răng khía của đầu hàn ép hai lớp đai lại với nhau tạo liên kết cơ học + nhiệt
- Đầu hàn thu về → hai lớp đai nguội và đông cứng lại thành mối hàn trong vài phần mười giây
Thời gian hàn điển hình: 0,3–0,8 giây với đai PP. Đai PET cần thời gian hơi dài hơn do nhiệt độ hàn cao hơn và thời gian nguội dài hơn.
4.4 Bước 4 — Cắt đai: dao cắt tách đai khỏi cuộn và chu kỳ hoàn thành sẵn sàng lặp lại
Bước cắt đai — bước cuối cùng và nhanh nhất trong chu kỳ. Ngay sau khi mối hàn đạt độ bền đủ (trong khoảng thời gian hàn), dao cắt hoạt động:
- Lưỡi dao đi xuống nhanh
- Cắt ngang qua đai tại điểm giữa mối hàn và cuộn đai
- Thu về ngay lập tức
- Bộ cấp đai chuẩn bị đai mới cho chu kỳ tiếp theo
Thùng hàng được giải phóng với đai đã được hàn chắc. Máy sẵn sàng cho thùng tiếp theo. Toàn bộ 4 bước hoàn thành.
4.5 Sơ đồ chu kỳ 4 bước và bảng thời gian thực hiện từng bước
|
Bước
|
Tên gọi
|
Bộ phận thực hiện
|
Thời gian điển hình
|
Sự cố thường gặp
|
|
1
|
Cấp đai
|
Bộ cấp đai + Motor
|
0,3–0,8 giây
|
Đai kẹt trong rãnh dẫn
|
|
2
|
Căng đai
|
Bộ căng đai + Motor
|
0,5–1,2 giây
|
Lực căng không đạt do lò xo mòn
|
|
3
|
Hàn đai
|
Đầu đóng đai + Hệ thống nhiệt
|
0,3–0,8 giây
|
Mối hàn không dính do nhiệt sai
|
|
4
|
Cắt đai
|
Dao cắt
|
0,05–0,1 giây
|
Mặt cắt xơ do dao mòn
|
|
Tổng
|
Một chu kỳ hoàn chỉnh
|
Tất cả bộ phận
|
1–3 giây (bán TĐ)
|
—
|
V. Cơ chế hàn đai nhựa: phân biệt hàn nhiệt tiếp xúc và hàn ma sát
Đây là phần mà hầu hết tài liệu kỹ thuật Việt Nam về máy đóng đai bỏ qua hoàn toàn. Nhưng nếu bạn từng tự hỏi tại sao hai chiếc máy cùng đóng đai PET mà chất lượng mối hàn lại khác nhau rõ rệt — câu trả lời thường nằm ở đây: cơ chế hàn khác nhau.
5.1 Hàn nhiệt tiếp xúc là cơ chế phổ biến nhất trong máy đóng đai bán tự động đóng đai PP và PET
Hàn nhiệt tiếp xúc (Heat Seal / Contact Heat Sealing) — cơ chế mà 95% máy đóng đai nhựa và máy đai thùng carton trên thị trường Việt Nam đang sử dụng.
Nguyên lý rất trực quan: đầu hàn kim loại được nung nóng đến nhiệt độ cài đặt → tiếp xúc trực tiếp với hai lớp đai nhựa chồng lên nhau → nhiệt từ đầu hàn truyền vào đai → bề mặt tiếp xúc của hai lớp đai nóng chảy một phần → hai lớp liên kết với nhau → đầu hàn thu về → mối hàn nguội và đông cứng.
Ưu điểm của hàn nhiệt tiếp xúc:
- Đơn giản về cơ cấu — ít chi tiết phức tạp hơn
- Chi phí sản xuất máy thấp hơn
- Dễ hiệu chỉnh: chỉ cần thay đổi nhiệt độ cài đặt
- Phù hợp với cả đai PP lẫn PET
Nhược điểm:
- Đầu hàn mòn dần theo số chu kỳ → cần thay thế định kỳ
- Nhiệt độ cần ổn định — khi cảm biến nhiệt bị lệch, chất lượng mối hàn thay đổi theo
5.2 Hàn ma sát là cơ chế nhanh hơn dùng trong một số dòng máy đóng đai PET cao cấp
Hàn ma sát (Friction Weld / Vibration Weld) — cơ chế tiên tiến hơn, xuất hiện trong các dòng máy đóng đai tự động cao cấp và máy đóng đai cầm tay chuyên dụng cho PET.
Nguyên lý hoàn toàn khác: không có đầu hàn nóng. Thay vào đó, một dao ma sát chạy tốc độ cao → tạo ma sát với bề mặt hai lớp đai → ma sát sinh nhiệt cục bộ ngay tại điểm tiếp xúc → nhiệt đủ để làm nóng chảy và liên kết hai lớp đai. Toàn bộ quá trình diễn ra trong chưa đầy 0,5 giây.

Ưu điểm của hàn ma sát:
- Không cần thời gian làm nóng trước — máy sẵn sàng ngay khi bật
- Không mòn đầu hàn — thay vào đó là mòn dao ma sát (nhưng chậm hơn)
- Tốc độ nhanh hơn — phù hợp máy tự động sản lượng lớn
Nhược điểm:
- Cơ cấu phức tạp hơn → chi phí máy cao hơn
- Yêu cầu đai PET chất lượng cao — đai PP thường không phù hợp với hàn ma sát
5.3 Bảng so sánh hai cơ chế hàn theo 5 thông số kỹ thuật
|
Thông số
|
Hàn nhiệt tiếp xúc
|
Hàn ma sát
|
|
Nhiệt độ vận hành
|
200–310°C (bên ngoài)
|
Không có — nhiệt từ ma sát
|
|
Tốc độ hàn
|
0,3–0,8 giây/mối
|
< 0,5 giây/mối
|
|
Tuổi thọ bộ hàn
|
500.000–1 triệu chu kỳ (đầu hàn)
|
1–2 triệu chu kỳ (dao ma sát)
|
|
Loại đai phù hợp
|
PP và PET
|
Chủ yếu PET
|
|
Chi phí bảo trì
|
Trung bình
|
Thấp hơn (ít thay thế hơn)
|
🔗 Tìm hiểu chi tiết: Thông số kỹ thuật máy đóng đai: cách đọc và đánh giá
VI. Nhóm bộ phận điều khiển: từ điều chỉnh thủ công đến PLC và cảm biến tự động
Nhóm bộ phận điều khiển là "não bộ" của máy đóng đai. Ở cấp độ thủ công, "não bộ" là người vận hành — họ cài đặt nhiệt độ và lực căng bằng tay. Ở cấp độ tự động, "não bộ" là PLC — một bộ máy tính nhỏ chuyên dụng điều phối toàn bộ chu kỳ mà không cần sự tham gia của con người.
6.1 Máy thủ công và bán tự động dùng bảng điều khiển điện tử để cài đặt nhiệt độ và lực căng
Bảng điều khiển điện tử trong máy đóng đai bán tự động thường hiển thị và cho phép điều chỉnh hai thông số chính:
- Nhiệt độ đầu hàn (°C): Điều chỉnh theo loại đai đang dùng. Thay đổi loại đai từ PP sang PET → cần tăng nhiệt độ lên 50–60°C.
- Lực căng đai (mức 1–10 hoặc Newton): Điều chỉnh theo trọng lượng thùng hàng và yêu cầu cố định.
Lỗi phổ biến của người vận hành mới: Không điều chỉnh lại nhiệt độ khi chuyển sang cuộn đai mới có thương hiệu khác — dù cùng loại PP nhưng nhiệt độ nóng chảy tối ưu có thể khác nhau 10–20°C. Hậu quả: mối hàn không đạt chất lượng dù nhiệt độ hiển thị đúng.
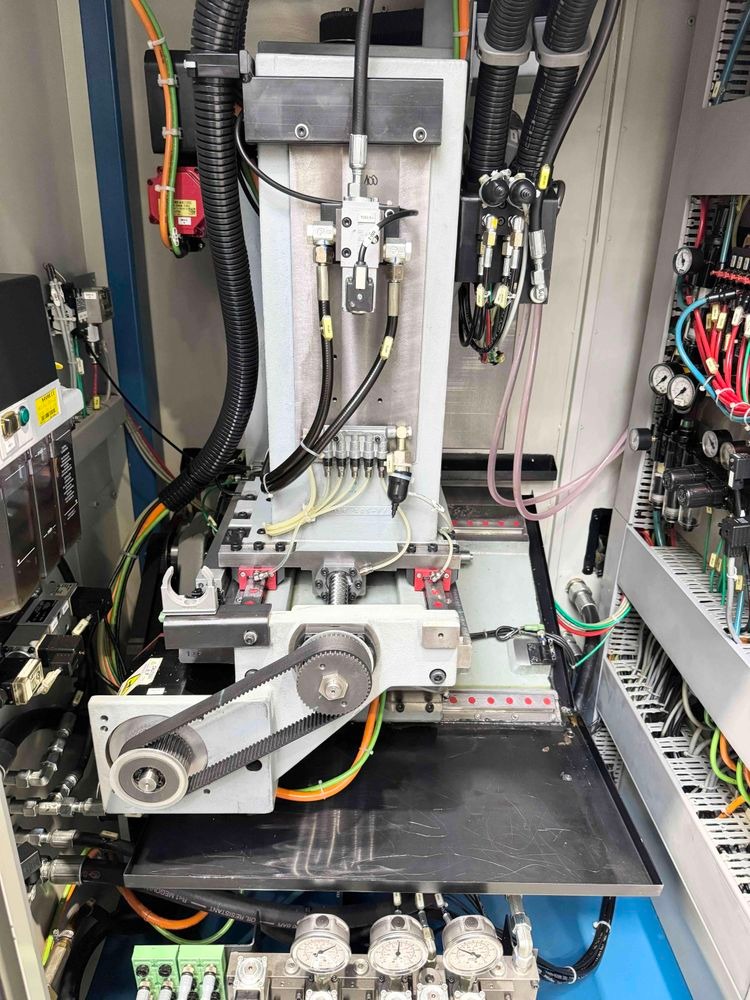
6.2 Máy đóng đai tự động dùng PLC điều phối toàn bộ chu kỳ và kết nối được với hệ thống WMS
Bộ điều khiển PLC trong máy đóng đai tự động là một máy tính công nghiệp nhỏ, chạy chương trình được lập trình sẵn để điều phối toàn bộ 4 bước của chu kỳ đóng đai:
- Đọc tín hiệu cảm biến → xác nhận thùng hàng đã vào đúng vị trí
- Kích hoạt motor cấp đai → bắt đầu bước 1
- Giám sát lực căng → dừng motor khi đạt ngưỡng bước 2
- Kích hoạt hàn → đếm thời gian hàn chính xác bước 3
- Kích hoạt dao cắt → hoàn thành bước 4
- Ghi log dữ liệu → số chu kỳ, lỗi phát sinh, nhiệt độ trung bình
PLC trong máy tự động cao cấp có cổng Ethernet/RS-232 → kết nối với phần mềm WMS (Warehouse Management System) → truyền dữ liệu sản lượng real-time. Điều này cho phép giám sát từ xa và tích hợp vào hệ thống quản lý sản xuất tổng thể.
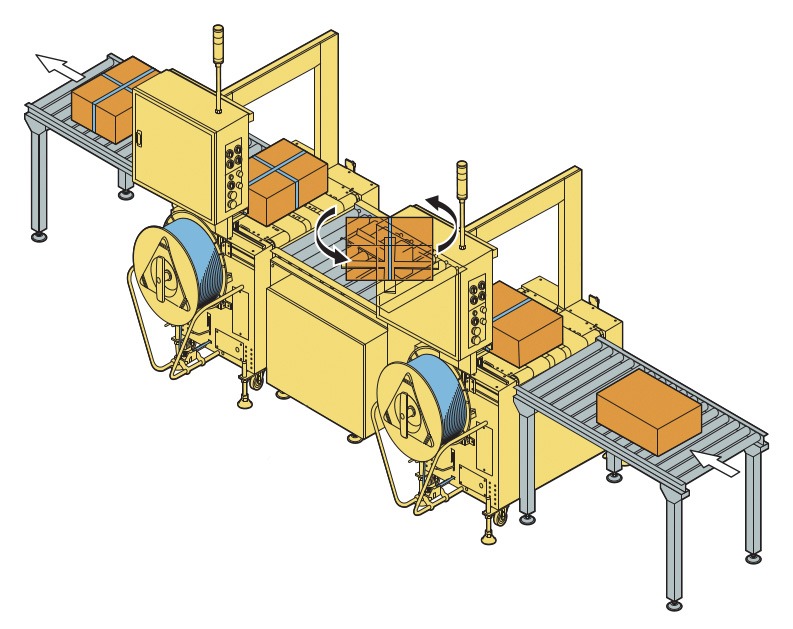
6.3 Cảm biến quang trong máy tự động phát hiện thùng hàng và kích hoạt chu kỳ đóng đai
Cảm biến quang (Photoelectric Sensor) — thiết bị phát hiện vật thể bằng chùm ánh sáng hồng ngoại. Trong máy đóng đai tự động, đây là "mắt" của máy.
Cơ chế hoạt động:
- Cảm biến phát liên tục một chùm ánh sáng hồng ngoại
- Thùng hàng đi trên băng tải → cắt ngang chùm ánh sáng
- Cảm biến nhận ra ánh sáng bị chặn → gửi tín hiệu điện về PLC
- PLC nhận tín hiệu → kích hoạt chu kỳ đóng đai
- Thùng dừng đúng vị trí → chu kỳ hoàn thành → băng tải tiếp tục
Sự cố phổ biến nhất với cảm biến quang: Bụi tích tụ trên mắt cảm biến → ánh sáng bị suy yếu → cảm biến không phát hiện thùng → máy không kích hoạt dù thùng đã vào đúng vị trí.
Cách khắc phục: Vệ sinh mắt cảm biến bằng vải mềm khô mỗi tuần. Kiểm tra độ nhạy cảm biến mỗi tháng bằng cách cho vật thử đi qua và quan sát phản hồi.
🔗 Xem thêm: Hướng dẫn vận hành máy đóng đai bán tự động
VII. Linh kiện tiêu hao và lịch bảo dưỡng theo từng bộ phận
Đây là phần có giá trị thực tiễn cao nhất trong toàn bài. Hiểu cấu tạo là một chuyện — biết khi nào cần thay linh kiện nào và cần làm gì mỗi ngày, mỗi tuần, mỗi tháng là thứ giúp máy của bạn chạy ổn định năm này qua năm khác.
7.1 Bảng linh kiện tiêu hao: tên bộ phận, chu kỳ thay thế và dấu hiệu nhận biết cần thay
In bảng này ra và dán ngay cạnh máy đóng đai. Kỹ thuật viên bảo trì cần biết từng dòng trong bảng này thuộc lòng.
|
Linh kiện
|
Chu kỳ thay thế
|
Dấu hiệu mòn/hỏng
|
Hậu quả nếu không thay kịp
|
|
Đầu đóng đai
|
500k–1 triệu chu kỳ
|
Mối hàn không đều, cần tăng nhiệt độ
|
Tỷ lệ lỗi mối hàn tăng cao
|
|
Dao cắt đai
|
300k–500k chu kỳ
|
Mặt cắt xơ, cần lực nhấn lớn hơn
|
Đầu đai thừa gây kẹt chu kỳ sau
|
|
Lò xo bộ căng
|
~1 triệu chu kỳ
|
Lực siết không đạt dù cài đúng
|
Hàng hóa xê dịch trong vận chuyển
|
|
Cảm biến nhiệt
|
Kiểm tra hàng tháng
|
Nhiệt độ thực tế lệch > 10°C so cài đặt
|
Mối hàn biến thiên khó kiểm soát
|
|
Cảm biến quang
|
Vệ sinh hàng tuần
|
Máy không phát hiện thùng
|
Máy không kích hoạt chu kỳ
|
|
Bộ phận cấp đai
|
Bôi trơn hàng tuần
|
Tiếng ồn lạ khi cấp đai
|
Đai nạp lệch vị trí, chu kỳ lỗi
|

7.2 Lịch bảo dưỡng định kỳ: hàng ngày, hàng tuần và theo số chu kỳ vận hành
Bảo dưỡng máy đóng đai đúng lịch không phải là chi phí — đây là khoản đầu tư giúp tránh downtime đột xuất tốn kém hơn nhiều lần.
Lịch bảo dưỡng chuẩn cho máy đóng đai bán tự động:
🔵 Hàng ngày (5 phút/ngày):
- Vệ sinh mặt bề mặt đầu hàn bằng vải mềm sau mỗi ca
- Kiểm tra rãnh dẫn đai — gạt bỏ mảnh đai vỡ và bụi
- Kiểm tra lượng đai còn trên cuộn — ước tính đủ cho ca tiếp theo không
- Quan sát âm thanh máy khi vận hành — tiếng bất thường cần ghi chú lại
🟡 Hàng tuần (15–20 phút/tuần):
- Bôi trơn các khớp cơ học theo điểm chỉ định trong sơ đồ bảo trì
- Vệ sinh mắt cảm biến quang (máy bán tự động và tự động) bằng vải mềm khô
- Kiểm tra dao cắt — quan sát mặt cắt của đầu đai sau khi cắt
- Kiểm tra dây điện và kết nối — không được để dây chạm nền xưởng
🟠 Hàng tháng (30–45 phút/tháng):
- Kiểm tra và hiệu chỉnh nhiệt độ đầu hàn bằng thiết bị đo nhiệt chuyên dụng
- Kiểm tra và hiệu chỉnh lực căng bằng thiết bị đo lực
- Kiểm tra toàn bộ bu-lông và ốc vít — siết lại nếu lỏng
- Làm sạch và bôi trơn cơ cấu dao cắt
🔴 Theo số chu kỳ vận hành:
- Thay đầu hàn: sau 500.000–1.000.000 chu kỳ
- Thay dao cắt: sau 300.000–500.000 chu kỳ
- Thay lò xo bộ căng: sau ~1.000.000 chu kỳ hoặc khi lực không đạt
7.3 Ba dấu hiệu cho thấy đầu đóng đai cần được thay thế ngay
Đầu đóng đai là linh kiện quan trọng nhất và mòn nhiều nhất. Biết nhận dạng đúng 3 dấu hiệu dưới đây có thể giúp bạn thay thế đúng thời điểm — tránh mối hàn kém đột ngột giữa ca xuất hàng.
Dấu hiệu 1 — Mối hàn bắt đầu không đều: Thùng thứ 1 và thùng thứ 50 trong cùng một ca có chất lượng mối hàn khác nhau rõ rệt. Kéo thử mối hàn bằng tay — một số thùng dễ tuột hơn các thùng khác. Đây là dấu hiệu sớm nhất và cũng là dấu hiệu bị bỏ qua nhiều nhất.
Dấu hiệu 2 — Phải tăng nhiệt độ lên cao hơn bình thường: Trước đây nhiệt độ 220°C là đủ cho đai PP. Nay phải tăng lên 240°C mới đạt chất lượng tương đương. Đây là dấu hiệu bề mặt đầu hàn đã mòn, diện tích tiếp xúc hiệu quả giảm → cần nhiệt độ cao hơn để bù đắp.
Dấu hiệu 3 — Thấy mòn bằng mắt thường: Nhìn trực tiếp vào bề mặt đầu hàn — nếu thấy răng khía không còn sắc nét, bề mặt không phẳng đều, hoặc có vết cháy xém tích tụ → đã đến lúc thay thế, không cần đợi thêm.

🔗 Tìm hiểu thêm: Đầu đóng đai bị lỗi nguyên nhân và cách sửa
7.4 VITEKO cung cấp linh kiện máy đóng đai chính hãng với hỗ trợ kỹ thuật tư vấn miễn phí
VITEKO cung cấp đầy đủ linh kiện máy đai thùng chính hãng cho toàn bộ phân khúc: máy đóng đai thùng, máy đai thùng carton, máy đóng đai nhựa, máy đai dây nhựa, máy đóng đai tự động, máy đóng đai bán tự động, máy đóng đai cầm tay, máy đóng đai nhựa cầm tay, máy đóng đai nhựa dùng pin, máy đóng đai pallet, máy siết đai thép, máy đóng đai thép.
Linh kiện thay thế tại VITEKO:
- ✅ Đầu đóng đai (Sealing Head) — xác nhận tương thích theo model máy trước khi giao
- ✅ Dao cắt đai — thép hợp kim chịu mài mòn, tuổi thọ tương đương linh kiện gốc
- ✅ Bộ lò xo căng đai — chính hãng, lực căng đúng thông số nhà sản xuất
- ✅ Cảm biến quang — cho máy đóng đai bán tự động và tự động
- ✅ Rãnh dẫn đai — đa khổ 9/12/15/19 mm, tương thích đa thương hiệu
Hỗ trợ kỹ thuật miễn phí: Gọi cho đội ngũ kỹ thuật VITEKO trước khi mua linh kiện — chúng tôi xác định đúng model, tránh mua nhầm linh kiện không tương thích với máy của bạn.
Liên hệ VITEKO để được tư vấn linh kiện thay thế phù hợp theo model máy đóng đai hiện tại.
🔗 Tìm hiểu thêm: Hướng dẫn mua máy đóng đai: Checklist A–Z cho doanh nghiệp
Máy đóng đai hoạt động theo một logic đơn giản và chặt chẽ — 4 bước, 4 nhóm bộ phận, mỗi bộ phận một vai trò không thể thiếu. Hiểu được logic này, bạn:
- Vận hành đúng cách — không cài đặt sai nhiệt độ, không để lực căng không phù hợp
- Chẩn đoán lỗi nhanh — biết ngay khi kẹt đai thì kiểm tra rãnh, khi mối hàn kém thì kiểm tra đầu hàn và nhiệt độ
- Bảo dưỡng đúng lịch — thay linh kiện trước khi hỏng, không để downtime đột xuất
Đây không phải kiến thức dành riêng cho kỹ thuật viên. Người vận hành máy hàng ngày cũng cần hiểu những điều cơ bản này — vì họ là người đầu tiên phát hiện tiếng ồn lạ, mối hàn không đều hoặc đai kẹt bất thường.
🔗 Tìm hiểu thêm: FAQ máy đóng đai: 20 câu hỏi thường gặp nhất 2026
.webp) >>>Bấm vào ảnh để xem chi tiết các dòng máy đóng đai đang được bán tại VITEKO<<<
>>>Bấm vào ảnh để xem chi tiết các dòng máy đóng đai đang được bán tại VITEKO<<<