Trong ngành sản xuất công nghiệp hiện đại, máy chiết rót đóng vai trò then chốt trong quy trình đóng gói sản phẩm dạng lỏng. Hiệu suất hoạt động của thiết bị này phụ thuộc rất lớn vào chất lượng các bộ phận cấu thành và quy trình bảo trì, thay thế phụ tùng định kỳ.
VITEKO - đơn vị chuyên phân phối thiết bị, máy móc công nghiệp uy tín, nhận thấy rằng nhiều doanh nghiệp sản xuất đang gặp khó khăn trong quá trình duy trì hiệu suất máy chiết rót do chưa nắm rõ phương pháp kiểm tra và thay thế phụ tùng đúng cách. Qua kinh nghiệm hỗ trợ kỹ thuật cho nhiều khách hàng, chúng tôi chia sẻ những kiến thức chuyên sâu về vấn đề này.
I. Tầm quan trọng của việc bảo trì và thay thế phụ tùng máy chiết rót
Máy chiết rót hoạt động liên tục với tần suất cao trong môi trường sản xuất đòi hỏi độ chính xác tuyệt đối. Mỗi bộ phận trong hệ thống đều chịu tác động của các yếu tố như ma sát, nhiệt độ, áp suất và hóa chất, dẫn đến quá trình mài mòn tự nhiên theo thời gian.
Công tác bảo trì và thay thế phụ tùng định kỳ giúp duy trì khả năng vận hành ổn định của máy. Khi được thực hiện đúng quy trình, hoạt động này góp phần kéo dài tuổi thọ thiết bị, đảm bảo chất lượng sản phẩm đầu ra và tiết kiệm chi phí sửa chữa đột xuất.

Thực tế cho thấy nhiều đơn vị sản xuất phải đối mặt với tình trạng dừng máy bất ngờ, ảnh hưởng nghiêm trọng đến kế hoạch sản xuất chỉ vì chủ quan trong công tác kiểm tra và thay thế phụ tùng. Chi phí khắc phục sự cố có thể cao gấp nhiều lần so với việc đầu tư cho bảo trì định kỳ.
Quy trình kiểm tra và thay thế phụ tùng chuyên nghiệp không chỉ giúp phát hiện sớm các dấu hiệu bất thường mà còn cho phép lên kế hoạch bảo trì phù hợp, tránh gián đoạn sản xuất. Điều này đặc biệt quan trọng đối với các dây chuyền đóng gói tự động có công suất lớn.
Ngoài ra, việc sử dụng phụ tùng chất lượng và thay thế đúng thời điểm còn góp phần đảm bảo an toàn cho người vận hành, tránh các sự cố nghiêm trọng có thể xảy ra do hư hỏng đột ngột của thiết bị.
II. Các loại phụ tùng chính cần kiểm tra và thay thế trong máy chiết rót
Để đảm bảo máy chiết rót hoạt động ổn định và đạt hiệu suất tối ưu, người sử dụng cần nắm rõ cấu tạo cùng chức năng của từng bộ phận. VITEKO sẽ phân tích chi tiết về các nhóm phụ tùng quan trọng nhất cần được theo dõi thường xuyên trong quá trình vận hành.
2.1. Hệ thống bơm và van
Bơm định lượng đóng vai trò cốt lõi trong hệ thống máy chiết rót, quyết định độ chính xác của lượng chất lỏng được nạp vào sản phẩm. Thiết bị này thường hoạt động với công suất từ 0,5 đến 5HP tùy theo yêu cầu sản xuất, có khả năng định lượng chính xác đến 99.9%.
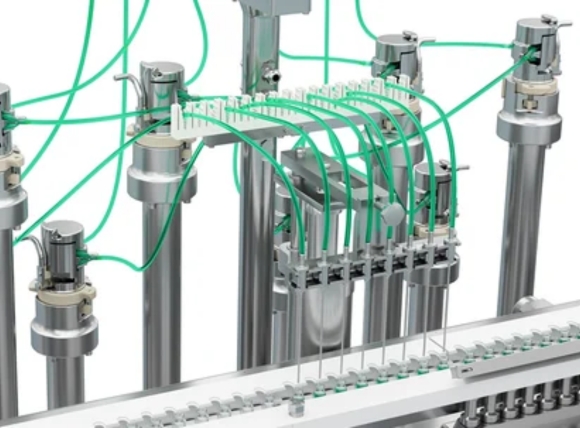
Van điện từ trong máy chiết rót thường được thiết kế với áp suất làm việc từ 5-10 bar, điều khiển bằng tín hiệu điện 24V hoặc 220V AC/DC. Linh kiện này đảm nhiệm chức năng điều tiết dòng chảy, yêu cầu độ nhạy cao và thời gian đáp ứng nhanh, thường dưới 50 millisecond.
Van một chiều ngăn chặn hiện tượng chảy ngược của chất lỏng, góp phần duy trì áp suất ổn định trong hệ thống. Loại van này được chế tạo từ vật liệu cao cấp như inox 304 hoặc 316L, phù hợp với nhiều môi trường làm việc khác nhau.
2.2. Hệ thống điều khiển
Bảng điều khiển tích hợp màn hình cảm ứng HMI hiển thị các thông số vận hành như tốc độ chiết rót, áp suất hệ thống và nhiệt độ làm việc. Giao diện người dùng được thiết kế trực quan, cho phép điều chỉnh nhanh chóng các tham số sản xuất.

Cảm biến trong máy chiết rót bao gồm nhiều loại khác nhau như cảm biến áp suất (dải đo 0-10 bar), cảm biến mức (độ phân giải 0.1mm), cảm biến vị trí (độ chính xác ±0.02mm). Những thiết bị này liên tục gửi tín hiệu phản hồi về trạng thái hoạt động của máy.
Bộ điều khiển PLC xử lý toàn bộ tín hiệu đầu vào từ cảm biến và điều khiển các cơ cấu chấp hành theo chương trình cài đặt sẵn. PLC thường được trang bị bộ nhớ từ 64KB đến 256KB, đáp ứng nhu cầu lưu trữ nhiều công thức sản xuất khác nhau.
2.3. Bộ phận cơ khí
Xy lanh trong máy chiết rót thường được chế tạo từ thép không gỉ SUS304/316, với đường kính dao động từ 32mm đến 100mm tùy theo công suất máy. Bề mặt trong xy lanh được mài nhẵn với độ nhám Ra 0.4-0.8, giúp tăng độ kín khít và giảm ma sát khi hoạt động.
Pittông đóng vai trò quan trọng trong quá trình định lượng chất lỏng, thường được chế tạo từ vật liệu chịu mài mòn cao như hợp kim đồng-thiếc hoặc nhôm anod hóa. Khoảng cách giữa pittông và xy lanh được thiết kế với dung sai siêu chính xác, thường trong khoảng 0.02-0.05mm để đảm bảo độ kín tuyệt đối.

Vòng đệm và gioăng là những chi tiết có tần suất thay thế cao nhất, được làm từ các vật liệu đàn hồi như EPDM, Viton hoặc Silicon, tùy thuộc vào tính chất hóa học của sản phẩm chiết rót. Độ dày của vòng đệm thường từ 2-5mm, cho phép chịu được áp suất làm việc lên đến 10 bar.
Lực ma sát giữa các bộ phận cơ khí trong quá trình vận hành có thể đạt tới 0.5-1.0 MPa, đòi hỏi hệ thống bôi trơn hiệu quả. Tuổi thọ trung bình của xy lanh và pittông đạt khoảng 1 triệu chu kỳ hoạt động trong điều kiện bảo trì tốt.
Các chi tiết cơ khí cần được căn chỉnh với độ đồng tâm không vượt quá 0.1mm để tránh mài mòn không đều. Độ rung trong quá trình hoạt động phải duy trì dưới ngưỡng 0.5g để đảm bảo tuổi thọ của thiết bị.
Xem thêm:
III. Dấu hiệu nhận biết phụ tùng cần kiểm tra và thay thế
Qua kinh nghiệm hỗ trợ kỹ thuật cho nhiều khách hàng, VITEKO nhận thấy rằng việc phát hiện sớm các bất thường trong quá trình vận hành giúp giảm thiểu đáng kể chi phí sửa chữa và thời gian dừng máy. Người vận hành cần chú ý theo dõi những dấu hiệu cảnh báo từ thiết bị.
3.1. Dấu hiệu về âm thanh
Tiếng ồn bất thường từ máy chiết rót thường xuất hiện khi các chi tiết cơ khí bị mài mòn quá mức cho phép. Mức độ ồn vượt quá 85dB trong môi trường sản xuất là dấu hiệu cảnh báo cần kiểm tra ngay các bộ phận chuyển động.
Tiếng kêu kim loại có tần số cao, thường xuất hiện trong khoảng 2000-4000Hz, báo hiệu tình trạng ma sát giữa các bề mặt kim loại đã vượt ngưỡng an toàn. Âm thanh này thường phát ra từ khu vực xy lanh hoặc pittông khi độ đồng tâm bị lệch quá 0.2mm.
Khi vận hành máy chiết rót phát ra những âm thanh bất thường
Độ rung bất thường trong quá trình vận hành thể hiện qua dao động có biên độ lớn, vượt quá 1.0g tại các điểm đo. Hiện tượng này thường xuất phát từ các chi tiết lắp ghép bị lỏng hoặc độ cân bằng động của các cụm chuyển động không đạt yêu cầu.
Để đánh giá chính xác nguồn phát sinh âm thanh, người vận hành nên sử dụng thiết bị đo độ ồn chuyên dụng có dải đo từ 30-130dB và khả năng phân tích phổ tần số. Đồng thời, cần ghi nhận thời điểm xuất hiện âm thanh bất thường để phục vụ công tác bảo trì.
3.2. Dấu hiệu về hiệu suất
Giảm tốc độ chiết rót so với thông số tiêu chuẩn thường dao động từ 15-30% là dấu hiệu cảnh báo đầu tiên về suy giảm hiệu suất. Máy hoạt động ở công suất định mức 3000 chai/giờ nhưng chỉ đạt 2100-2500 chai/giờ cho thấy các bộ phận đã xuống cấp đáng kể.
Sai lệch định lượng vượt quá dung sai cho phép ±0.5% cần được xem xét ngay lập tức. Hệ thống định lượng hoạt động không ổn định thể hiện qua chênh lệch thể tích giữa các chai có thể lên đến 2-3%, gây tổn thất nguyên liệu và ảnh hưởng chất lượng sản phẩm.
Tình trạng hoạt động không ổn định biểu hiện qua các thông số vận hành như áp suất làm việc dao động quá 20%, nhiệt độ hệ thống biến thiên hơn 5°C so với mức cài đặt. Những bất thường này thường xuất phát từ lỗi của hệ thống điều khiển hoặc các van điều tiết.
3.3. Dấu hiệu vật lý
Rò rỉ dung dịch tại các mối nối hoặc gioăng phớt là dấu hiệu nghiêm trọng cần xử lý ngay. Mức độ rò rỉ từ 0.5-1ml/phút có thể dẫn đến hao hụt sản phẩm lên tới 5-10 lít trong một ca sản xuất 8 giờ, gây tổn thất kinh tế đáng kể.
Mài mòn bề mặt của các chi tiết cơ khí thường được phát hiện qua kiểm tra trực quan hoặc đo đạc. Độ mòn vượt quá 0.1mm trên bề mặt làm việc của pittông, xy lanh sẽ ảnh hưởng trực tiếp đến độ chính xác của quá trình định lượng.
Biến dạng phụ tùng thường xuất hiện sau thời gian dài chịu tải hoặc do tác động của nhiệt độ cao. Các chi tiết kim loại có độ cong vênh vượt quá 0.05mm/100mm chiều dài cần được thay thế để tránh hư hỏng nghiêm trọng cho toàn bộ hệ thống.
IV. Quy trình kiểm tra phụ tùng máy chiết rót
VITEKO luôn nhấn mạnh tầm quan trọng của việc thực hiện quy trình kiểm tra có hệ thống để kịp thời phát hiện và xử lý các vấn đề tiềm ẩn. Dưới đây là các bước kiểm tra chi tiết được xây dựng dựa trên kinh nghiệm thực tế.
4.1. Kiểm tra định kỳ
Lịch trình kiểm tra cần được thiết lập dựa trên số giờ vận hành thực tế của thiết bị. Theo tiêu chuẩn kỹ thuật, máy chiết rót công suất trung bình yêu cầu kiểm tra tổng thể sau mỗi 2000 giờ hoạt động hoặc 6 tháng, tùy điều kiện nào đến trước.

Danh mục kiểm tra phải bao gồm tối thiểu 50 hạng mục quan trọng, được phân loại theo các nhóm: hệ thống điện, cơ khí, thủy lực và an toàn. Mỗi hạng mục cần có tiêu chuẩn đánh giá cụ thể, ví dụ: độ rơ của trục không vượt quá 0.05mm, áp suất dầu thủy lực duy trì ở mức 5-7 bar.
Phương pháp ghi chép kết quả kiểm tra cần tuân theo quy trình ISO 9001, sử dụng các biểu mẫu chuẩn hóa. Mỗi báo cáo kiểm tra phải có đầy đủ thông tin về thời gian, người thực hiện, thiết bị đo lường sử dụng và các thông số kỹ thuật đo được.
4.2. Kiểm tra kỹ thuật
Đo lường kích thước các chi tiết cơ khí cần thực hiện bằng dụng cụ chuyên dụng có độ chính xác cao như panme điện tử (độ chính xác 0.001mm) hoặc thước cặp điện tử (độ chính xác 0.01mm). Các vị trí quan trọng như đường kính xy lanh, pittông cần được đo tối thiểu 3 điểm theo phương dọc trục.
Kiểm tra áp suất hệ thống phải được tiến hành khi máy hoạt động ở nhiệt độ làm việc ổn định (thường là 40-50°C). Đồng hồ đo áp suất cần có dải đo phù hợp (0-10 bar) và được hiệu chuẩn định kỳ 6 tháng/lần để đảm bảo độ tin cậy của kết quả đo.
Đánh giá độ chính xác của hệ thống định lượng thông qua việc kiểm tra thể tích mẫu trong 10 chu kỳ liên tiếp. Sai số cho phép không vượt quá ±0.5% đối với dung dịch có độ nhớt thấp và ±1% với dung dịch đặc.
4.3. Kiểm tra an toàn
Hệ thống điện cần được rà soát toàn diện, bao gồm kiểm tra điện trở cách điện (yêu cầu >1MΩ), độ tin cậy của các tiếp điểm (độ rơ không quá 0.5mm), và tình trạng của các cảm biến. Mọi dấu hiệu cháy, nám trên dây dẫn hoặc thiết bị điện đều cần được xử lý ngay.

Các bộ phận chuyển động yêu cầu đánh giá về độ đồng tâm (sai số cho phép 0.02mm), độ rung động (không vượt quá 0.5g), và tình trạng bôi trơn. Hệ thống truyền động cần kiểm tra độ căng của dây đai, xích (độ võng 1-2% khoảng cách trục).
Độ kín của hệ thống được đánh giá thông qua thử nghiệm áp suất tĩnh trong 30 phút. Áp suất thử nghiệm thường cao hơn áp suất làm việc 20%, mọi điểm rò rỉ phải được phát hiện và khắc phục để đảm bảo an toàn vận hành.
V. Quy trình thay thế phụ tùng máy chiết rót
Sau giai đoạn kiểm tra, VITEKO xin hướng dẫn chi tiết quy trình thay thế phụ tùng máy chiết rót theo tiêu chuẩn kỹ thuật chuyên nghiệp. Mỗi công đoạn đều được tính toán kỹ lưỡng nhằm đảm bảo hiệu quả tối ưu sau khi thay thế.
5.1. Chuẩn bị
Công cụ và thiết bị yêu cầu bao gồm bộ cờ lê lực có thang đo từ 20-200Nm, bộ tuốc nơ vít cách điện 1000V, dụng cụ đo điện đa năng có độ chính xác ±0.5%. Các thiết bị chuyên dụng như cảm biến moment xoắn và thiết bị căn chỉnh laser cũng cần được chuẩn bị sẵn sàng.

Phụ tùng thay thế phải đảm bảo đúng thông số kỹ thuật, được bảo quản trong môi trường khô ráo (độ ẩm <65%). Mỗi chi tiết cần có tem nhận dạng rõ ràng, bao gồm mã sản phẩm, thông số và ngày sản xuất để truy xuất nguồn gốc.
Tài liệu kỹ thuật bao gồm sơ đồ lắp đặt chi tiết, thông số moment xiết từng mối ghép và các giá trị chuẩn cần đạt được sau khi thay thế. Người thực hiện cần nghiên cứu kỹ tài liệu trước khi bắt đầu công việc.
5.2. Các bước thực hiện
Ngắt nguồn điện chính và xả toàn bộ áp suất khí nén trong hệ thống (áp suất dư <0.1 bar). Đặt biển cảnh báo "Đang bảo trì" tại vị trí dễ quan sát và kiểm tra kỹ các nguồn năng lượng còn tồn dư trong máy.
Tháo phụ tùng cũ theo đúng trình tự từ ngoài vào trong, ghi chép vị trí các chi tiết và chụp ảnh nếu cần thiết. Kiểm tra tình trạng các bề mặt tiếp xúc, làm sạch cẩn thận bằng dung môi chuyên dụng và kiểm tra độ phẳng (sai số cho phép 0.05mm/100mm).
Lắp phụ tùng mới tuân thủ nghiêm ngặt moment xiết quy định, thường từ 30-150Nm tùy loại bulông. Tra dầu mỡ bôi trơn đúng chủng loại và số lượng theo hướng dẫn của nhà sản xuất.
5.3. Kiểm tra sau thay thế
Chạy thử không tải trong thời gian tối thiểu 30 phút, theo dõi các thông số như nhiệt độ (không vượt quá 60°C), độ rung (<0.5g), tiếng ồn (<85dB). Ghi nhận mọi hiện tượng bất thường để điều chỉnh kịp thời.
Kiểm tra các thông số vận hành bao gồm áp suất làm việc (duy trì ổn định ±0.2 bar), thời gian chu kỳ (sai số cho phép ±2%), độ đồng tâm của các trục (độ lệch tâm <0.02mm). Hiệu chỉnh các thông số nếu cần thiết.

Đánh giá chất lượng thông qua kiểm tra định lượng trên 20 mẫu liên tiếp, đảm bảo độ lặp lại trong khoảng ±0.5%. Lập biên bản nghiệm thu kỹ thuật với đầy đủ các chỉ tiêu đạt được.
Xem thêm:
VI. Lựa chọn và mua phụ tùng thay thế cho máy chiết rót
Thông số kỹ thuật của phụ tùng thay thế phải tương thích 100% với thiết bị gốc. Các chi tiết cơ khí yêu cầu dung sai gia công trong khoảng ±0.02mm, độ cứng bề mặt đạt tối thiểu 45HRC đối với các chi tiết chịu mài mòn cao.
Chất lượng vật liệu và chứng nhận tiêu chuẩn như ISO 9001, CE marking hay FDA approval là yếu tố bắt buộc khi chọn mua phụ tùng. Những giấy tờ này đảm bảo sản phẩm đáp ứng các yêu cầu nghiêm ngặt về độ an toàn và độ tin cậy.

Nhà phân phối chính hãng luôn là lựa chọn hàng đầu, đảm bảo nguồn gốc rõ ràng và chất lượng ổn định. Họ thường cung cấp giấy chứng nhận CO/CQ cho từng lô hàng, kèm theo thông số kỹ thuật chi tiết và hướng dẫn lắp đặt chuẩn xác.
Người mua cần đối chiếu kỹ mã số phụ tùng trên từng sản phẩm với catalogue của nhà sản xuất. Mọi thông số về kích thước, vật liệu và đặc tính kỹ thuật phải trùng khớp 100% với yêu cầu đặt hàng.
Yêu cầu nhà cung cấp xuất trình đầy đủ giấy tờ chứng nhận chất lượng, bao gồm báo cáo kiểm tra kích thước, thành phần vật liệu và các chỉ tiêu cơ lý. Những thông số quan trọng như độ cứng, độ bền kéo hay độ chống ăn mòn cần được ghi nhận cụ thể.
Tham khảo thêm các thiết bị máy móc thường được mua cùng
 >>>Bấm vào ảnh để xem chi tiết các dòng máy chiết rót đang được bán tại VITEKO<<<
>>>Bấm vào ảnh để xem chi tiết các dòng máy chiết rót đang được bán tại VITEKO<<<